Pasteurization & Homogenization of Liquid Egg
Improve the safety, stability and processability of liquid whole egg, egg white, egg yolk and egg-based formulations with Hielscher ultrasonic homogenizers. Power ultrasound applies intense cavitation and high shear directly in the liquid stream, enabling gentle homogenization, emulsification and microbial reduction under controlled process conditions.
For liquid egg processors, the key challenge is to achieve reliable pasteurization while preserving the functional properties of egg proteins. Excessive heat can cause protein denaturation, coagulation, flavor loss and changes in foaming, binding or emulsifying performance. Hielscher sonicators support low-temperature pasteurization concepts such as thermo-sonication and mano-thermosonication, where ultrasound is combined with moderate heat and pressure to increase microbial inactivation while maintaining product quality.
Why food processors use Hielscher sonicators for liquid egg
- Gentle treatment of heat-sensitive egg proteins
- Homogeneous liquid whole egg, egg white and yolk products
- Improved emulsion stability and reduced phase separation
- Support for extended shelf life and microbial reduction
- Inline processing through hygienic ultrasonic flow cells
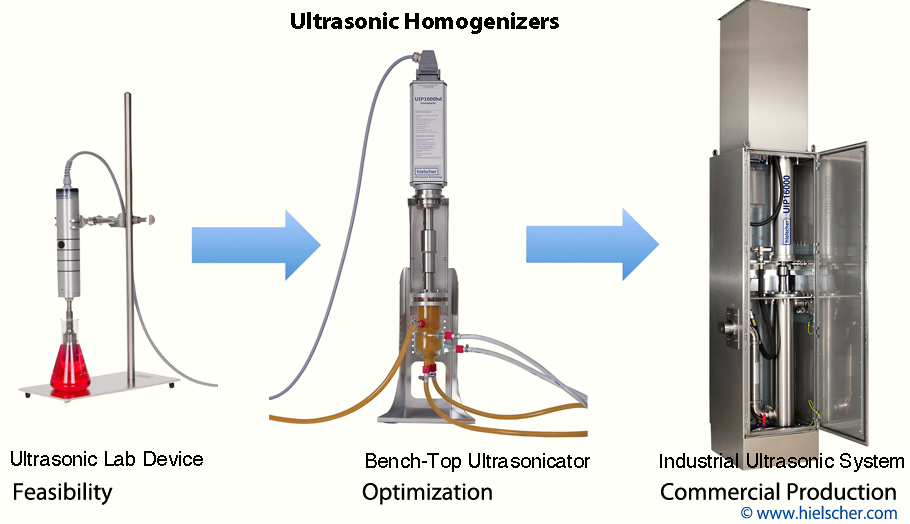
- Scalable equipment from laboratory trials to industrial production
- Robust 24/7 operation for continuous food processing lines
- Easy integration into existing pasteurization, blending or filling processes
Hielscher sonicators are available for process development, pilot testing and full-scale production. Our technical team helps you select the right sonicator, flow cell and operating parameters for your liquid egg formulation, target flow rate and pasteurization objective.

Sonicator UIP4000hdT for the high-throughput homogenization and pasteurization of whole egg
Liquid Egg Ultrasonic Processing – Overview
| Question | Recommended page answer |
|---|---|
| What product can I process? | Liquid whole egg, egg white, yolk, eggnog, scrambled egg mixes, egg powder feed |
| What problem does it solve? | Microbial reduction, phase separation, viscosity control, reduced heat damage |
| How does it integrate? | Inline flow cell, batch processing or continuous setup |
| What scale is available? | Laboratory, pilot and industrial production |
| What should I do next? | Request a liquid egg sonication trial or ask for equipment sizing |
Ultrasonic Pasteurization of Liquid Egg
 Liquid whole egg, egg white, egg yolk and blended egg products must be pasteurized to reduce bacteria, pathogens and spoilage microorganisms. Microbial inactivation is an essential process step for food safety, longer shelf life and stable product quality. Conventional pasteurization relies on heat treatment, but excessive thermal exposure can affect egg proteins, texture, flavor and important egg functionalities such as foaming, binding and emulsifying performance.
Liquid whole egg, egg white, egg yolk and blended egg products must be pasteurized to reduce bacteria, pathogens and spoilage microorganisms. Microbial inactivation is an essential process step for food safety, longer shelf life and stable product quality. Conventional pasteurization relies on heat treatment, but excessive thermal exposure can affect egg proteins, texture, flavor and important egg functionalities such as foaming, binding and emulsifying performance.
Ultrasonic pasteurization is an efficient low-temperature processing alternative for liquid egg products. Hielscher ultrasonicators generate intense acoustic cavitation and high shear forces in the liquid stream, supporting microbial reduction while preserving product quality.
Mano-Thermo-Sonication: Liquid egg products can be pasteurized by mano-thermosonication (MTS), where ultrasonic treatment is combined with moderate heat and elevated pressure. Typical process conditions use approx. 50°C and approx. 1 barg. Under optimized synergistic conditions, a bacterial reduction of up to 5-log can be achieved. The exact reduction depends on the product formulation, target microorganism, flow rate, residence time, temperature, pressure and ultrasonic amplitude.
Mano-thermosonication improves microbial inactivation because the combined process intensifies several effects at once. First, many microorganisms become more sensitive to ultrasonic treatment at temperatures above approx. 50°C. Second, elevated pressure increases the intensity and destructiveness of ultrasonic cavitation. This synergy can make liquid egg pasteurization more efficient than heat treatment alone.
Compared with conventional thermal pasteurization, liquid egg treated by mano-thermosonication shows less protein denaturation, lower flavor loss, improved homogeneity and higher energy efficiency. This makes ultrasonic pasteurization especially useful for heat-sensitive liquid egg products where food safety and functional egg quality must be balanced.
Hielscher ultrasonic flow cells guide the liquid egg product directly through the high-intensity cavitation zone. This enables uniform inline treatment and allows ultrasonic pasteurization to be integrated into continuous food processing lines.
Ultrasonic Ohmic Heating – an Alternative: Ultrasonic Ohmic Heating: Learn how sonication improves Ohmic heating!
- Mild process conditions
- Support for pathogen reduction
- Extended shelf life
- Uniform texture and improved homogeneity
- Better nutritional and sensory quality
- Reduced protein denaturation
- Reduced risk of coagulation
- Improved emulsion stability

Ultrasonic homogenizer UP400St for the pasteurization and homogenization of liquid egg

Industrial ultrasonicator UIP6000hdT for inline pasteurization
Ultrasonic Emulsification of Liquid Egg
 Egg white consists of approx. 90% water, while egg yolk contains approx. 25% fat. Since water and oil/fat are immiscible, liquid whole egg and egg-based formulations tend to separate without effective homogenization. A stable liquid egg product therefore requires a reliable emulsification method.
Egg white consists of approx. 90% water, while egg yolk contains approx. 25% fat. Since water and oil/fat are immiscible, liquid whole egg and egg-based formulations tend to separate without effective homogenization. A stable liquid egg product therefore requires a reliable emulsification method.
Ultrasonic cavitation and shear provide the energy required to disperse fat globules and aqueous phases uniformly. Powerful sonication breaks fat globules into smaller droplets and distributes water and fat evenly throughout the product. This helps prevent phase separation and creates a stable, homogeneous liquid egg emulsion.
Ultrasonic emulsification is suitable for liquid whole egg, egg yolk blends, eggnog, scrambled egg mixes and other egg-based formulations where mechanical stability, uniform texture and reliable downstream processing are important.
- Low-temperature treatment of heat-sensitive egg products
- Support for microbial and pathogen reduction
- Reduced protein denaturation compared with excessive heat treatment
- Improved homogeneity and product stability
- Lower flavor loss and better sensory quality
- Inline processing through hygienic ultrasonic flow cells
- Scalable from laboratory testing to industrial production

Ultrasonic homogenizer UP400St for liquid egg trials and process development
Ultrasonic Formulating of Egg-Based Products
During ultrasonic homogenization and pasteurization, additives such as sugar, salt, xanthan gum and other stabilizers can be uniformly blended into the liquid egg product. This improves ingredient distribution, product consistency and mechanical stability.
Hielscher ultrasonic homogenizers are also used for the production of eggnog and other milk-and-egg-based beverages to improve emulsion stability, texture and shelf life.
Ultrasonic Spray-Drying of Powdered Egg
Liquid egg can be further processed into egg powders such as whole egg powder, egg white powder and yolk powder. Since liquid egg exhibits shear-thinning behavior, viscosity control is important for efficient spray-drying. Ultrasonic viscosity reduction can improve liquid egg handling and increase the processing capacity of the spray dryer.
Click here to learn more about the ultrasonically assisted spray-drying process!
Sonicators for Food Processing
Hielscher ultrasonic food processing systems are designed for reliable industrial operation in homogenization, emulsification, extraction, pasteurization and sterilization applications. For liquid egg processing, industrial Hielscher sonicators generate amplitudes of up to 200µm, delivering the high acoustic intensity required for microbial reduction, uniform pasteurization and stable emulsification.
Hielscher ultrasonic homogenizers are built for continuous 24/7 operation under heavy-duty production conditions. They require little maintenance, are easy to clean and can be integrated into batch or inline processing setups. All product-contact parts are made from hygienic materials such as titanium, stainless steel or glass, making the systems suitable for food-grade processing.
For cleaning and sanitation, Hielscher ultrasonic systems support CIP cleaning-in-place and SIP sterilization-in-place. This simplifies integration into hygienic food production lines and helps reduce downtime between production runs.
The compact footprint and versatility of Hielscher ultrasonicators allow hassle-free integration into new or existing production lines. Retrofitting into existing liquid egg pasteurization, blending or filling lines can be accomplished easily.
Process at a glance:
Liquid egg product → pump → ultrasonic flow cell → controlled temperature and pressure → cooling, filling or downstream processing
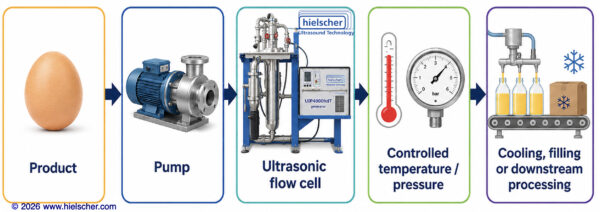
Flow chart of ultrasonic liquid egg processing
| Batch Volume | Flow Rate | Recommended Devices |
|---|---|---|
| 10 to 2000mL | 20 to 400mL/min | UP200Ht, UP400St |
| 0.1 to 20L | 0.2 to 4L/min | UIP2000hdT |
| 10 to 100L | 2 to 10L/min | UIP4000hdT |
| n.a. | 10 to 100L/min | UIP16000hdT |
| n.a. | larger | cluster of UIP16000hdT |
Related Research about Ultrasonic Egg Processing
Ultrasonic Emulsification
Javad Sargolzaei et al. (2011) modified the application of high power ultrasound in preparation of stable oil-in-water emulsion. All emulsion samples were prepared using a Hielscher ultrasonic processor UP200H. The effect of pH, ionic strength, pectin, Guar gum, lecithin, egg yolk, and xanthan gum as well as the time of sonication, temperature and viscosity of oil-water mixture on the specific surface area and size of droplets, and creaming index of the emulsion samples was investigated. The experimental data were analyzed with Taguchi method and optimum conditions were determined. In addition, an adaptive neuro-fuzzy inference system (ANFIS) was employed to modeling and categorizes the properties of the resulted emulsion. The results showed that increasing sonication time narrowed the range of droplets size distribution. Pectin and xanthan enhanced the stability of emulsion, although they had different impacts on the emulsion stability when used individually or together. Guar gum improved the viscosity of the continuous phase. Emulsions stabilized by egg yolk were found to be stable to droplet flocculation at pH 3 and at relatively low salt concentrations.
Ultrasonic Degradation of Cholesterol in Yolk
Sun et al. (2011) developed an ultrasonic-assisted enzymatic process of cholesterol degradation in natural egg yolk. They aimed for the catalytic activity of cholesterol oxidase against egg yolk cholesterol with the goal to obtain a cholesterol reduced egg yolk without affecting the major nutrients composition of egg yolk. Cholesterol oxidase was used to catalyze the degradation of cholesterol in egg yolk. Firstly, a 30g portion of the egg yolk was pretreated by ultrasonic for 15min using a 200W sonicator and then incubated for 10h with cholesterol oxidase concentration of 0.6U/g egg yolk at 37°C. Finally, the cholesterol level in egg yolk was reduced to 8.32% of its original concentration without affecting the quality attributes of the yolk.

Ultrasonic Eggnog Stabilization: Eggnog samples before (left vial) and after (right vial) sonication
Frequently Asked Questions about Ultrasonic Liquid Egg Pasteurization
What is ultrasonic pasteurization of liquid egg?
Ultrasonic pasteurization uses high-power ultrasound to create acoustic cavitation in liquid egg products. The resulting shear forces, microstreaming and pressure changes can support microbial inactivation and homogenization. In food processing, ultrasound is often combined with moderate heat and pressure to improve pasteurization efficiency while reducing the thermal load on sensitive egg proteins.
Can ultrasound pasteurize liquid whole egg?
Yes, ultrasound can support the pasteurization of liquid whole egg, especially when applied as thermo-sonication or mano-thermosonication. In these processes, power ultrasound is combined with controlled temperature and pressure. The exact microbial reduction depends on the egg formulation, temperature, pressure, residence time, amplitude, flow rate and target organism, so every process should be validated for the specific product and regulatory requirements.
Why use ultrasound instead of conventional heat pasteurization?
Conventional heat pasteurization can affect egg proteins, viscosity, flavor, texture and functional properties such as foaming, binding and emulsification. Ultrasonic processing can reduce the required thermal intensity by adding mechanical cavitation effects. This makes it useful for processors who want to improve microbial safety while preserving the quality and functionality of liquid egg products.
What is mano-thermosonication?
Mano-thermosonication is a combined preservation method using ultrasound, moderate heat and elevated pressure. The heat increases the sensitivity of microorganisms, the pressure intensifies the cavitation effect, and the ultrasound provides strong mechanical forces in the liquid. This combination can increase microbial inactivation compared with ultrasound or mild heat treatment alone.
Can ultrasonic homogenization prevent separation in liquid egg?
Ultrasonic homogenization can improve the stability of liquid whole egg and egg-based emulsions by dispersing fat globules and aqueous phases more uniformly. This helps reduce phase separation and improves mechanical stability in products such as liquid whole egg, egg yolk blends, scrambled egg mixes, eggnog and other egg-based formulations.
Is ultrasonic processing suitable for egg white?
Yes, ultrasonic processing can be used for liquid egg white, but process conditions must be selected carefully because egg white proteins are heat-sensitive. Controlled amplitude, temperature, residence time and flow conditions are important to avoid unwanted protein denaturation or coagulation while achieving the desired homogenization or pasteurization effect.
Can Hielscher sonicators be used inline?
Yes, Hielscher ultrasonic systems can be configured with flow cells for inline processing. The liquid egg product passes through the high-intensity cavitation zone, allowing continuous treatment in a controlled process stream. Inline sonication is suitable for pilot tests, scale-up and industrial liquid egg processing lines.
Which Hielscher sonicator is suitable for liquid egg processing?
The suitable sonicator depends on the formulation, target flow rate, required energy input and production objective. Compact units such as the UP400St are useful for laboratory and process development work, while industrial systems such as the UIP2000hdT, UIP4000hdT and UIP16000hdT are designed for pilot and production-scale processing. Larger production capacities can be achieved with higher-power units or clustered ultrasonic systems.
Can ultrasound be used before spray-drying egg powder?
Yes, ultrasonic processing can be applied before spray-drying to improve liquid egg handling. Sonication can reduce viscosity and improve homogenization, which may help increase spray-dryer efficiency and improve feed stability. The process conditions should be optimized for the specific whole egg, egg white or yolk formulation.
Does ultrasonic pasteurization change the taste or texture of liquid egg?
When properly controlled, ultrasonic pasteurization can reduce the thermal impact compared with conventional high-heat treatment. This can help preserve flavor, texture and functional egg properties. However, the final sensory and functional result depends on process intensity, temperature, pressure, formulation and residence time.
Literature/References
- Enrique Beitia, Grigorios Mavros, Xiaoai Guo, Dana Middendorf, Andreas Juadjur, Volker Heinz, Vasilis Valdramidis, Kemal Aganovic (2025): Manothermosonication – A potential alternative to thermal pasteurisation of liquid whole egg: Comparison of physico-chemical attributes. Food Chemistry,
Volume 463, Part 1, 2025. - Enrique Beitia, Edward Ebert, Matthias Plank, Panagiotis Chanos, Christian Hertel, Satyajeet S. Bhonsale, Jan F.M. Van Impe, Volker Heinz, Kemal Aganovic, Vasilis Valdramidis (2024): Modelling of Salmonella Enteritidis inactivation in liquid whole egg under dynamic manothermosonication treatments. Innovative Food Science & Emerging Technologies, Volume 92, 2024.
- Akcicek, Alican; Karasu, Salih; Bozkurt, Fatih; Kayacan, Selma (2022): Egg Yolk-Free Vegan Mayonnaise Preparation from Pickering Emulsion Stabilized by Gum Nanoparticles with or without Loading Olive Pomace Extracts. ACS Omega 2022.
- Lee, D.U.; Hein, V.; Knorr, D. (2003): Effects of combination treatments of nisin and high-intensity ultrasound with high pressure on the microbial inactivation in liquid whole egg. Innovative Food Science & Emerging Technologies 2003.
- Nakamura, R.; Mizutani, R.; Yano, M.; Hayakawa, S. (1988): Enhancement of Emulsifying Properties of Protein by Sonicating with Egg Yolk Lecithin. Journal of Agricultural and Food Chemistry 36, 1988. 729-732.
- Sun, Y.; Yang, H.; Zhong, X.; Wang, W. (2011): Ultrasonic-Assisted Enzymatic Degradation of Cholesterol in Egg Yolk. Innovative Food Science & Emerging Technologies 12/4, 2011. 505-508.

Ultrasonic food homogenizer UIP16000hdT
Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers from lab to industrial size.