Ultrasonic Homogenizers for Lab, Pilot and Industrial Processing
Ultrasonic homogenizers are powerful tools to mix and homogenize solid-liquid and liquid-liquid suspensions. Ultrasonic homogenization is a mechanical process to reduce particles in a liquid so that they become uniformly small and evenly distributed. Hielscher offers powerful ultrasonic homogenizers for application in lab and production scale.
Ultrasonic Homogenizers for Reliable Mixing, Dispersion, Emulsification and Particle Size Reduction
Hielscher ultrasonic homogenizers deliver powerful, controllable cavitation for the production of uniform mixtures, fine dispersions, stable emulsions, nanoemulsions, cell lysates, and reduced particle sizes. From small laboratory samples to continuous industrial production, Hielscher sonicators provide reproducible homogenization results for research, product development, and manufacturing.
Whether you need to process milliliters in the lab, optimize a formulation in pilot scale, or run high-throughput inline production, Hielscher offers ultrasonic homogenizers with precise control of amplitude, time, temperature, pressure, and energy input. This makes ultrasonic homogenization a scalable, repeatable, and efficient alternative to rotor-stator mixers, bead mills, and high-pressure homogenizers.
Why should you choose an ultrasonic homogenizer:
- Powerful homogenization: Create fine dispersions, emulsions, nanoemulsions, and uniform suspensions.
- Precise process control: Adjust amplitude, power, time, temperature, and pressure for reproducible results.
- Lab to industrial scale: Process small samples, large batches, or continuous flow streams.
- Works with demanding materials: Suitable for abrasive particles, high-solid suspensions, fibrous materials, viscous liquids, and complex formulations.
- Batch and inline operation: Use open vessels, beakers, reactors, or flow-through cells.
- Low maintenance design: Simple sonotrode and flow-cell geometries reduce cleaning effort and wear.
- Built for 24/7 operation: Industrial ultrasonic systems are designed for heavy-duty continuous processing.
Tell us your processing volume, target particle or droplet size, viscosity, solid content, and required throughput. We will recommend the most suitable laboratory, pilot, or industrial sonicator.

Ultrasonic homogenizer UIP1000hdT, a 1000 watts powerful sonicator for nano-dispersions and -emulsions
Applications and Impact of Ultrasonic Homogenizers
Ultrasonic homogenizers are powerful and reliable mixers, which are used in lab and industry for numerous applications.
An ultrasonic homogenizer can be used for various applications, including:
- Homogenization: Ultrasonic homogenizers can homogenize samples to create uniform and consistent mixtures.
- Dispersion: Ultrasonic homogenizers can be used to disperse solid particles in liquids to create stable suspensions. Ultrasonication is extraordinarily efficient in creating nano-dispersions.
- Emulsification: Ultrasonic homogenizers can be used to create stable emulsions and nanoemulsions by breaking up and dispersing immiscible liquids, such as oil and water.
- Cell Disruption: Ultrasonic homogenizers can break open cells to extract intracellular components such as proteins, nucleic acids, enzymes, and metabolites.
- Degassing: Ultrasonic homogenizers can be used to remove dissolved gases from liquids, such as degassing HPLC solvents or cooling fluids.
- Ultrasonically-assisted Chemical Reactions: Ultrasonic homogenizers can also be used for sonication-assisted chemical reactions, such as sonochemical synthesis, catalysis or degradation.
Overall, ultrasonic homogenizers are a versatile tool that can be used for a wide range of applications in research, development, and industrial processes.

Industrial sonicator UIP4000hdT with flow cells for continuous inline production
Power Ultrasound for Particle Size Reduction:
When ultrasonic homogeizers are are used for applications such as mixing, dispersing and emulsifying, the objective is to reduce small particles or droplets in a liquid or slurry to improve uniformity and stability of the mixture. These particles (disperse phase) can be either solids or liquids. A reduction in the mean diameter of the particles increases the number of individual particles. This leads to a reduction of the average particle distance and increases the particle surface area. The graphic shows the correlation between individual particle diameter and total surface area. Surface area and average particle distance can influence the rheology of a liquid.
If there is a difference in specific gravity between the particles and the liquid, the homogeneity of the mixture can influence the stability of the dispersion. If the particle size is similar for the majority of the particles, the tendency to agglomerate during settling or rising reduces, because the similar particles have a similar speed of rising or settling.
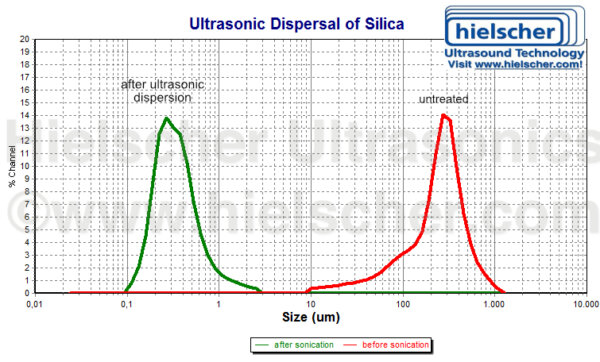
Ultrasonic dispersions show a uniform particle size distribution with homogeneously reduced particles. The curves show the particle distribution of silica before ultrasound (green curve) and after ultrasonic dispersion (red curve).
Ultrasonic vs High Pressure Homogenizers
High-pressure homogenizers force liquid through a homogenizing valve at very high pressure. This can work well for soft particles or droplets, such as fat globules in milk. However, the current page notes that high-pressure homogenizers can be limited when processing hard, abrasive, fibrous, or stringy materials because high liquid speeds and small valve orifices cause wear and reduce pump or valve lifetime.
Ultrasonic homogenizers work differently. Instead of forcing the material through a small valve orifice, they introduce mechanical energy into the liquid through a vibrating sonotrode. This creates cavitation directly in the process medium.
Advantages of Ultrasonic Homogenizers
- No small valve orifices that can clog easily
- Suitable for abrasive and fibrous materials
- Easy adjustment of process intensity
- Batch and continuous processing options
- Low number of wetted and moving parts
- Efficient particle deagglomeration and droplet size reduction
- Strong scalability from lab tests to production
Ultrasonic Homogenizers for Laboratory, Pilot and Industrial Scale
Hielscher offers ultrasonic homogenizers for many process volumes and throughputs. Laboratory ultrasonic homogenizers are used for small sample preparation, formulation testing, biological sample processing, and R&D. Pilot and industrial ultrasonicators are used for process development, scale-up, production, and continuous inline processing.
The current page gives a broad scale range: laboratory ultrasonic homogenizers can process volumes from approximately 1.5 mL to 5 L, while industrial ultrasonic homogenizers can process batches from approximately 0.5 to 2000 L or flow rates from 0.1 L to 20 m³ per hour.
| Homogenizer Class | Best for | Typical Applications |
|---|---|---|
| Laboratory Homogenizers | Compact probe sonicators for small samples, laboratory work, R&D, and formulation development. | Sample preparation, cell disruption, DNA, RNA, and protein extraction, small-batch emulsions, nanoparticle dispersion, formulation screening, and feasibility testing. |
| Pilot-Scale Homogenizers | Pilot systems for process development, scale-up studies, parameter optimization, and test-batch production. | Optimization of amplitude, energy input, time, and temperature, development of scale-up parameters, continuous flow testing, trial batch production, and process economics validation. |
| Industrial Homogenizers | Industrial ultrasonic systems for large-scale processing, continuous production, and high-throughput manufacturing. | Continuous production, large-batch homogenization, high-volume dispersion, inline emulsification, wet milling, process intensification, and 24/7 manufacturing. |
Selecting the Right Ultrasonic Homogenizer
The best ultrasonic homogenizer depends on the process target and material properties. For a reliable equipment recommendation, consider the following parameters:
- Sample or batch volume
- Continuous flow rate
- Liquid viscosity
- Solid content
- Particle hardness
- Initial particle or droplet size
- Target particle or droplet size
- Temperature sensitivity
- Required processing time
- Need for cooling or pressure control
- Batch, recirculation, or single-pass inline operation
- Cleaning and material compatibility requirements
We can recommend a suitable ultrasonic homogenizer, sonotrode, booster, flow cell, and cooling setup based on these process parameters.
Why Buy a Hielscher Ultrasonic Homogenizer?
Hielscher ultrasonic homogenizers are engineered for reliable cavitation, reproducible process control, and long service life. The systems are designed for use in laboratories, pilot plants, and industrial environments.
The existing page states that Hielscher ultrasonicators are amplitude-controlled, which means the selected amplitude is maintained under operating conditions. It also emphasizes that identical sonication parameters support consistent and reproducible results, which is important for product quality and scale-up.
Hielscher Sonicator Advantages:
- High-performance ultrasonic processors from lab to industrial scale
- Precise amplitude control
- Adjustable power, time, temperature, and pressure
- Batch and inline processing
- Robust sonotrodes and flow cells
- Few wetted parts and easy cleaning
- Suitable for abrasive, fibrous, and high-solid materials
- Industrial systems for 24/7 operation
- Process consulting and application support
- German design and manufacturing quality

The table below, indicates general device recommendations depending on the batch volume or flow rate to be processed. Click at the sonicator model to get more information on each ultrasonic homogenizer.
| Batch Volume | Flow Rate | Recommended Devices |
|---|---|---|
| 0.5 to 1.5mL | n.a. | VialTweeter |
| 1 to 500mL | 10 to 200mL/min | UP100H |
| 10 to 2000mL | 20 to 400mL/min | UP200Ht, UP400St |
| 0.1 to 20L | 0.2 to 4L/min | UIP2000hdT |
| 10 to 100L | 2 to 10L/min | UIP4000hdT |
| 15 to 150L | 3 to 15L/min | UIP6000hdT |
| n.a. | 10 to 100L/min | UIP16000 |
| n.a. | larger | cluster of UIP16000 |

Ultrasonic Tissue Homogenizers
 Besides the preparation of dispersions and emulsions, ultrasonic homogenizers are firmly established in biotechnology, cellular and molecular biology, and life science for cell lysis and fractionation, tissue disruption, the extraction of intracellular compounds as well as the shearing of DNA, RNA, and chromatin. Ultrasonic homogenizers are available for sample preparation of tiny volumes (0,1mL) up to very large volumes for industrial processes (e.g. extraction of bioactive compounds for supplement manufacturing).
Besides the preparation of dispersions and emulsions, ultrasonic homogenizers are firmly established in biotechnology, cellular and molecular biology, and life science for cell lysis and fractionation, tissue disruption, the extraction of intracellular compounds as well as the shearing of DNA, RNA, and chromatin. Ultrasonic homogenizers are available for sample preparation of tiny volumes (0,1mL) up to very large volumes for industrial processes (e.g. extraction of bioactive compounds for supplement manufacturing).
In order to disrupt tissue with an ultrasonic homogenizer, an isotonic buffer solution is used to stop osmotic damage. Hielscher ultrasonic homogenizers come with a temperature sensor and temperature control setting, which allow to keep the samples in a well-controlled temperature range.
For more details on ultrasonic tissue homogenizers, click here!
FAQ: Ultrasonic Homogenizers
What is an ultrasonic homogenizer?
An ultrasonic homogenizer is a high-power ultrasound device used to mix, disperse, emulsify, deagglomerate, disrupt, or reduce particles and droplets in liquids. It uses a vibrating probe to generate acoustic cavitation in the liquid.
How does ultrasonic homogenization work?
Ultrasonic homogenization works by acoustic cavitation. High-intensity ultrasound creates microscopic bubbles that collapse violently. This produces shear forces, turbulence, and particle collisions that reduce particle or droplet size and improve mixture uniformity.
What is an ultrasonic homogenizer used for?
Ultrasonic homogenizers are used for dispersion, emulsification, nanoemulsification, wet milling, particle-size reduction, cell lysis, tissue disruption, degassing, extraction, and sonochemical reactions.
What is the difference between an ultrasonic homogenizer and a probe sonicator?
The terms are often used for the same type of equipment. A probe sonicator is an ultrasonic homogenizer that transfers ultrasound directly into the liquid through a probe or sonotrode.
Can ultrasonic homogenizers make nanoemulsions?
Yes. Ultrasonic homogenizers are widely used to make fine emulsions and nanoemulsions by reducing droplet size and improving droplet distribution in oil-water or water-oil systems.
Can ultrasonic homogenizers disperse nanoparticles?
Yes. Ultrasonic homogenizers are very effective for dispersing nanoparticles and breaking particle agglomerates in liquids. They are used for materials such as silica, pigments, graphite, graphene, CNTs, metal oxides, ceramics, and catalysts.
Are ultrasonic homogenizers suitable for abrasive materials?
Yes. Ultrasonic homogenizers are suitable for many abrasive or hard particles because they do not rely on small valve orifices like high-pressure homogenizers. The current Hielscher page specifically identifies abrasive materials such as pigments, polishing media, and metal oxides as challenging for high-pressure homogenizers.
Can ultrasonic homogenizers process viscous liquids?
Yes. Ultrasonic homogenizers can process many viscous liquids and slurries. The optimal configuration depends on viscosity, vessel geometry, flow rate, sonotrode size, and cooling requirements.
Can ultrasonic homogenization be scaled up?
Yes. Ultrasonic homogenization can be scaled from laboratory tests to pilot and industrial production. Hielscher offers ultrasonic homogenizers for small sample volumes, large batches, and continuous inline processing.
What parameters control ultrasonic homogenization?
Important parameters include amplitude, sonication time, energy input, temperature, pressure, liquid volume, flow rate, viscosity, particle concentration, and sonotrode geometry.
Is ultrasonic homogenization reproducible?
Yes, when process parameters are controlled. Hielscher ultrasonic homogenizers are amplitude-controlled, which supports repeatable sonication conditions and consistent results.
Which Hielscher ultrasonic homogenizer should I choose?
The right model depends on sample volume, flow rate, viscosity, solid concentration, target particle or droplet size, and whether the process is batch or inline. Laboratory users typically choose compact ultrasonicators, while industrial users select high-power systems with flow cells or reactors.
Literature / References
-
1000hd
- Badgujar, N.P.; Bhoge, Y.E.; Deshpande, T.D.; Bhanvase, B.A.; Gogate, P.R.; Sonawane, S.H.; Kulkarni, R.D. (2015): Ultrasound assisted organic pigment dispersion: advantages of ultrasound method over conventional method. Pigment ; Resin Technology, Vol. 44 No. 4, 2015. 214-223.
- Seyed Mohammad Mohsen Modarres-Gheisari, Roghayeh Gavagsaz-Ghoachani, Massoud Malaki, Pedram Safarpour, Majid Zandi (2019): Ultrasonic nano-emulsification – A review. Ultrasonics Sonochemistry Vol. 52, 2019. 88-105.
- Alex Patist, Darren Bates (2008): Ultrasonic innovations in the food industry: From the laboratory to commercial production. Innovative Food Science & Emerging Technologies, Volume 9, Issue 2, 2008. 147-154.
- Almir Draganović, Antranik Karamanoukian, Peter Ulriksen, Stefan Larsson (2020): Dispersion of microfine cement grout with ultrasound and conventional laboratory dissolvers. Construction and Building Materials, Volume 251, 2020.
- Anastasia V. Tyurnina, Iakovos Tzanakis, Justin Morton, Jiawei Mi, Kyriakos Porfyrakis, Barbara M. Maciejewska, Nicole Grobert, Dmitry G. Eskin 2020): Ultrasonic exfoliation of graphene in water: A key parameter study. Carbon, Vol. 168, 2020.

7 ultrasonic homogenizers UIP1000hdT (7x 1kW ultrasonic power) installed as cluster for industrial high-throughput processing

Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers from lab to industrial size.