Ultrasonically Intensified Fixed Bed Reactors
Sonication can improve catalytic reactions in fixed-bed reactors mainly by intensifying mass transfer around and inside the packed catalyst bed. Additionally, sonication removes passivation and fouling layers from the catalyst surface thereby continuously regenerating the catalyst.
How Sonication Improves Fixed-Bed Catalysis
In a fixed-bed reactor, the catalyst particles remain stationary while liquid, gas, or multiphase reactants flow through the bed. Reaction performance is often limited by external mass transfer, pore diffusion, channeling, fouling, and heat-transfer gradients. Ultrasound can reduce several of these limitations by generating acoustic cavitation, microstreaming, shear forces, and pressure oscillations.

Sonicator UIP2000hdT integrated in a fixed bed reactor
Key Effects of Ultrasonically-Intensified Fixed Bed Reactions
- Improved external mass transfer: Ultrasonic microstreaming reduces the stagnant boundary layer around catalyst particles, allowing reactants to reach active sites more efficiently.
- Enhanced pore accessibility: Cavitation-induced pressure fluctuations and liquid movement can improve penetration of reactants into catalyst pores and removal of products from pores.
- Reduction of fouling and passivation: Sonication can help remove deposits, polymer films, coke precursors, or other passivating layers from catalyst surfaces, maintaining catalytic activity for longer.
- Reduced channeling in packed beds: In micropacked-bed studies, ultrasound has been shown to modify flow behavior and reduce dispersion, helping the reactor approach more ideal plug-flow behavior.
- Enhanced heat transfer: Acoustic streaming and turbulence improve local heat dissipation, reducing hot spots or cold zones in the catalyst bed.
- Higher conversion and yield: By improving mass transfer and catalyst accessibility, sonication can increase reaction rate, conversion, and product yield, especially when the reaction is transport-limited rather than purely kinetically limited.
Improved liquid-solid contact: Ultrasound promotes better wetting of catalyst particles, which is especially useful in trickle-bed, slurry-fed, or liquid-phase fixed-bed systems.
How does Sonication Improve Fixed Bed Catalysis?
The main mechanism is acoustic cavitation: ultrasonic waves create microscopic bubbles that grow and collapse violently. Their collapse generates local shear, microjets, shockwaves, and intense mixing. Near catalyst surfaces, these effects can clean, activate, and refresh the solid-liquid interface. Reviews of sonocatalysis describe this as a synergy between ultrasound and solid catalysts, involving improved heat transfer, mass transfer, and localized effects at catalytic surfaces.
Sonication is most beneficial when the fixed-bed reaction suffers from:
- slow diffusion into catalyst pores,
- poor wetting of catalyst particles,
- product accumulation inside pores,
- fouling or surface passivation,
- mass-transfer-limited kinetics,
- multiphase flow maldistribution,
- channeling through the packed bed.
Fixed Bed Catalysts
Fixed beds (sometimes also called packed bed) are commonly loaded with catalyst pellets, which are usually granules with diameters from 1-5mm. They can be loaded into the reactor in form of as a single bed, as separate shells, or in tubes. The catalysts are mostly based on metals such as nickel, copper, osmium, platinum, and rhodium.
The effects of power ultrasound on heterogeneous chemical reactions are well known and widely used for industrial catalytic processes. Catalytic reactions in a fixed bed reactor benefit from sonication treatment, too. Ultrasonic irradiation of the fixed bed catalyst generates highly reactive surfaces, increases the mass transport between liquid phase (reactants) and catalyst, and removes passivating coatings (e.g. oxide layers) from the surface.
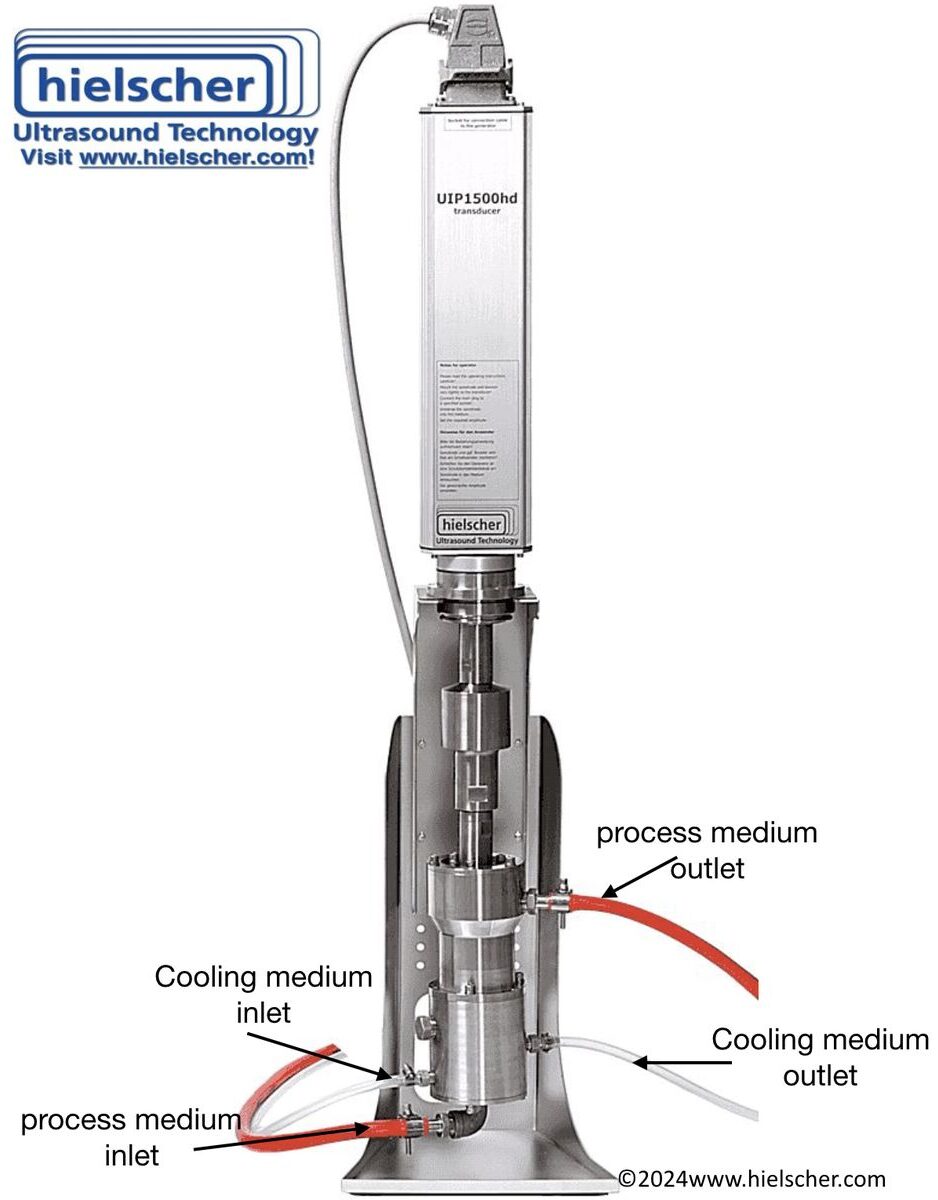
Sonicator UIP1500hdT with flow-cell for the reactivation and recycling of spent catalysts
- Improved efficiency
- Increased reactivity
- Increased conversion rate
- Higher yield
- Recycling of catalyst
Ultrasonic Intensification of Catalytic Reactions
Ultrasonic mixing and agitation improves the contact between reactant and catalyst particles, creates highly reactive surfaces and initiates and/or enhances the chemical reaction.
Ultrasonic catalyst preparation can cause changes in crystallization behavior, dispersion / deagglomeration and surface properties. Furthermore, the characteristics of pre-formed catalysts can be influenced by removing passivating surface layers, better dispersion, increasing mass transfer.
Examples of Ultrasonically-Improved Reactions
- Ultrasonic pre-treatment of Ni catalyst for hydrogenation reactions
- Sonicated Raney Ni catalyst with tartaric acid results in a very high enantioselectivity
- Ultrasonic synthesized Fischer-Tropsch catalysts
- Sonochemically treated amorphous powder catalysts for increased reactivity
- Sono-synthesis of amorphous metal powders
Ultrasonic Catalyst Recovery
Solid catalysts in fixed-bed reactors are commonly used in the form of spherical beads, pellets, extrudates, or cylindrical particles. During chemical reactions, the catalyst surface can become passivated by a fouling layer, resulting in a gradual loss of catalytic activity and/or selectivity over time.
The timescale of catalyst deactivation varies considerably. For example, the deactivation of a cracking catalyst may occur within seconds, whereas an iron catalyst used in ammonia synthesis may remain active for 5–10 years. Nevertheless, catalyst deactivation is observed in virtually all catalytic processes. Although different deactivation mechanisms can occur – including chemical, mechanical, and thermal degradation – fouling is one of the most common causes of catalyst decay.
Fouling refers to the physical deposition of species from the fluid phase onto the catalyst surface and within its pores. These deposits block reactive sites, restrict pore accessibility, and reduce contact between reactants and the active catalyst surface. Catalyst fouling by coke or carbonaceous deposits is often a rapid process; however, in many cases it can be partially or fully reversed by ultrasonic regeneration.
Ultrasonic cavitation is an effective method for removing passivating fouling layers from catalyst surfaces. During sonication, high-intensity ultrasound generates cavitation bubbles in a liquid medium. Their collapse produces localized shear forces, microjets, shock waves, and intense micro-mixing. These effects help detach fouling residues from the catalyst surface, reopen blocked pores, and restore access to active sites.
Ultrasonic catalyst recovery is typically carried out by dispersing the catalyst particles in a liquid, such as deionized water or a suitable solvent, and exposing the suspension to controlled ultrasonic treatment. This process can remove fouling residues from various catalyst materials, including platinum/silica fibre catalysts, nickel catalysts, and other supported metal catalysts. As a result, sonication can contribute to catalyst regeneration, extended catalyst lifetime, and improved process sustainability.
Click here to learn more about the ultrasonic regeneration of spent catalysts!
Sonicators for the Integration into Chemical Reactors
 Hielscher Ultrasonics offers various ultrasonic processors and variations for the integration of power ultrasound into fixed bed reactors. Various ultrasonic systems are available to be installed into fixed bed reactors. For more complex reactor types, we offer customized ultrasonic solutions.
Hielscher Ultrasonics offers various ultrasonic processors and variations for the integration of power ultrasound into fixed bed reactors. Various ultrasonic systems are available to be installed into fixed bed reactors. For more complex reactor types, we offer customized ultrasonic solutions.
Learn how sonication improves chemical reactions in various reactor designs!
To test the effects of sonication on your chemical reaction, you are welcome to visit our ultrasonic process lab and technical center in Teltow!
Contact us today! We are glad to discuss the ultrasonic intensification of your chemical process with you!
The table below gives you an indication of the approximate processing capacity of Hielscher sonicators:

Ultrasonic flow system
- Hydrogenation
- Alcylation
- Cyanation
- Etherification
- Esterification
- Polymerization
- Allylation
- Bromination
(e.g. Ziegler-Natta catalysts, metallocens)
Literature / References
- Francisco J. Navarro-Brull; Andrew R. Teixeira; Jisong Zhang; Roberto Gómez; Klavs F. Jensen (2018): Reduction of Dispersion in Ultrasonically-Enhanced Micropacked Beds. Industrial & Engineering Chemistry Research 57, 1; 2018. 122–128.
- Yasuo Tanaka (2002): A dual purpose packed-bed reactor for biogas scrubbing and methane-dependent water quality improvement applying to a wastewater treatment system consisting of UASB reactor and trickling filter. Bioresource Technology, Volume 84, Issue 1, 2002. 21-28.
- Argyle, M.D.; Bartholomew, C.H. (2015): Heterogeneous Catalyst Deactivation and Regeneration: A Review. Catalysts 2015, 5, 145-269.
- Oza, R.; Patel, S. (2012): Recovery of Nickel from Spent Ni/Al2O3 Catalysts using Acid Leaching, Chelation and Ultrasonication. Research Journal of Recent Sciences Vol. 1; 2012. 434-443.
- Sana, S.; Rajanna, K.Ch.; Reddy, K.R.; Bhooshan, M.; Venkateswarlu, M.; Kumar, M.S.; Uppalaiah, K. (2012): Ultrasonically Assisted Regioselective Nitration of Aromatic Compounds in Presence of Certain Group V and VI Metal Salts. Green and Sustainable Chemistry, 2012, 2, 97-111.
- Suslick, K. S.; Skrabalak, S. E. (2008): “Sonocatalysis” In: Handbook of Heterogeneous Catalysis, vol. 4; Ertl, G.; Knözinger, H.; Schüth, F.; Weitkamp, J., (Eds.). Wiley-VCH: Weinheim, 2008. 2006-2017.
Facts Worth Knowing
What is Ultrasonic Cavitation?
Ultrasonic cavitation is the formation, growth and violent collapse of microscopic vapor or gas bubbles in a liquid exposed to high-intensity ultrasound. During bubble collapse, extreme local conditions can occur for very short times, including high temperature, high pressure, shock waves, microjets and intense shear forces.
What is Sonochemistry?
Sonochemistry is the use of these ultrasonic cavitation effects to initiate, accelerate or modify chemical and physicochemical processes. It is especially relevant in liquid-phase systems because cavitation enhances mixing, mass transfer, emulsification, particle dispersion, catalyst surface cleaning and, in some cases, radical formation. As a result, sonochemistry is used to intensify reactions such as heterogeneous catalysis, oxidation, extraction, polymerization, crystallization and nanomaterial synthesis.
What is a Heterogeneous Catalytic Reaction?
In chemistry, heterogeneous catalysis refers to the type of catalytic reaction where the phases of the catalyst and the reactants differ from each other. In context of heterogeneous chemistry, phase is not only used to distinguish between solid, liquid, and gas, but it refers also to immiscible liquids, e.g. oil and water.
During a heterogeneous reaction, one or more reactants undergo a chemical change at an interface, e.g. on the surface of a solid catalyst.
Reaction rate is depending on the concentration of reactants, the particle size, temperature, catalyst and further factors.
Reactant concentration: In general, an increase of concentration of a reactant increases the rate of reaction due to the larger interface and thereby greater phase transfer between reactant particles.
Particle size: When one of the reactants is a solid particle, then it cannot be displayed in the rate equation, as the rate equation only shows concentrations and solids cannot have a concentration since being in a different phase. However, the particle size of the solid affects the reaction rate due to the available surface area for phase transfer.
Reaction temperature: Temperature is related to the rate constant via the Arrhenius equation: k = Ae-Ea/RT
Where Ea is the activation energy, R is the universal gas constant and T is the absolute temperature in Kelvin. A is the Arrhenius (frequency) factor. e-Ea/RT gives the number of particles under the curve that have energy greater then the activation energy, Ea.
Catalyst: In most cases, reactions occur faster with a catalyst because they require less activation energy. Heterogeneous catalysts provide a template surface at which reaction occurs, whilst homogeneous catalysts form intermediate products that release the catalyst during a subsequent step of the mechanism.
Other factors: Other factors such as light can affect certain reactions (photochemistry).
What are the Types of Catalyst Deactivation?
- Catalyst poisoning is the term for the strong chemisorption of species on catalytic sites which block sites for catalytic reaction. Poisoning can be reversible or irreversible.
- Fouling refers to a mechanical degradation of the catalyst, where species from fluid phase deposite onto the catalytic surface and in catalyst pores.
- Thermal degradation and sintering results in the loss of catalytic surface area, support area, and active phase-support reactions.
- Vapor formation means a chemical degradation form, where the gas phase reacts with the catalyst phase to produce volatile compounds.
- Vapor–solid and solid–solid reactions result in the chemical deactivation of the catalyst. Vapor, support, or promoter reacts with the catalyst so that an inactive phase is produced.
- Attrition or crushing of the catalyst particles results in the loss of catalytic material due to mechanical abrasion. The internal surface area of the catalyst is lost due to mechanical-induced crushing of the catalyst particle.
Read more about how sonication can reactivate spent catalysts!
What is Nucleophilic Substitution?
Nucleophilic substitution is a fundamental class of reactions in organic (and inorganic) chemistry, in which a nucleophile selectively bonds in form of a Lewis base (as electron pair donator) with an organic complex with or attacks the positive or partially positive (+) charge of an atom or a group of atoms to replace a leaving group. The positive or partially positive atom, which is the electron pair acceptor, is called an electrophile. The whole molecular entity of the electrophile and the leaving group is usually called the substrate.
The nucleophilic substitution can be observed as two different pathways – the SN1 and SN2 reaction. Which form of reaction mechanism – SN1 or SN2 – takes place, is depending on the structure of the chemical compounds, the type of nucleophile and the solvent.