Ultrasonic Protein Processing for Food and Nutritional Supplements
Sonication is a powerful process technology for improving the functionality, dispersibility, solubility, and stability of proteins used in foods and nutritional supplements. From plant proteins such as oat, pea, soy, hemp, and rice to dairy proteins and blended formulations, high-intensity ultrasound helps manufacturers optimize protein systems for better processing behavior and improved product performance.
In protein processing, ultrasound is more than a mixing aid. Properly controlled sonication can reduce particle size, improve hydration and dispersion, increase the dissolved protein fraction, and improve suspension stability. These effects are especially relevant for ready-to-drink beverages, protein concentrates, fortified foods, and powdered supplement formulations. In the a 2025 published study (Höhme-Matthes et al.) investigating ultrasonic oat protein processing, ultrasonication increased the dissolved amount of oat protein concentrate and decreased suspension instability as energy density increased.
Why Ultrasonic Protein Processing Matters
Food and supplement manufacturers frequently face challenges such as poor wetting, incomplete hydration, sedimentation, high viscosity, unstable suspensions, and inconsistent functionality. These issues become even more important in high-protein, plant-based, and clean-label formulations.
High-intensity, low-frequency ultrasound generates acoustic cavitation in liquids. The implosion of microscopic bubbles creates localized shear forces, turbulence, and micro-mixing. In protein systems, these effects can break agglomerates, reduce particle size, improve mass transfer, and modify the physical organization of protein-rich suspensions. The result is a protein system that is easier to process and often performs better in the finished product.

Ultrasonic food homogenizer UIP16000 for the industrial processing of proteins for increased yields and improved functionalities
How Sonication Improves Protein Processing in the Food Industry
- Improved dispersion and hydration
Protein powders often hydrate unevenly and form agglomerates. Sonication helps deagglomerate particles and promotes more uniform wetting, which can shorten hydration times and improve downstream handling. - Particle size reduction
Reduced particle size is frequently associated with smoother mouthfeel, improved suspension behavior, and better access of water to protein surfaces. The oat protein paper specifically concludes that ultrasound is useful for industrial-scale plant protein processing with regard to particle-size decrease. - Higher protein solubility
Sonication can increase the dissolved fraction of proteins and improve apparent solubility in difficult systems. In the oat protein study, the authors report that ultrasonication increased the dissolved amount of oat protein concentrate, with solubility already about three times higher at an energy density of 200 J/mL. - Enhanced suspension stability
By improving dispersion and reducing undissolved particle fractions, ultrasound helps reduce sedimentation and phase separation. The uploaded paper reports that ultrasonication decreased instability of oat protein concentrate suspensions and that continuous flow-cell treatment improved suspension stability strongly at the same energy density.
Ultrasonic treatment promotes effects such as rapid seed hydration, sonoporation of cell walls, and enhanced mass transfer, making it an effective method for seed priming, food processing, and extraction applications. When cavitation bubbles collapse near the seed surface, they create micro-jets and shear forces that open microchannels in the seed coat - allowing water and solutes to penetrate more efficiently. Ultrasonic processing is widely used across food science, agriculture, biotechnology, and plant-based ingredient production.
Ultrasonic treatment promotes effects such as rapid seed hydration, sonoporation of cell walls, and enhanced mass transfer, making it an effective method for seed priming, food processing, and extraction applications. When cavitation bubbles collapse near the seed surface, they create micro-jets and shear forces that open microchannels in the seed coat - allowing water and solutes to penetrate more efficiently. Ultrasonic processing is widely used across food science, agriculture, biotechnology, and plant-based ingredient production.
Example: Oat Protein Processing with Hielscher Sonicators
A 2025 study on oat protein concentrate processing characterized both batch and flow-cell ultrasonication using Hielscher equipment. The researchers used a Hielscher UIP1500hdT and a Hielscher UP200St in their experiments. They found that ultrasonication increased the dissolved amount of oat protein concentrate while decreasing suspension instability with increasing energy density. They also found that flow-cell sonication enabled higher throughput and offered industrial relevance compared with common batch design.
The study further concludes that ultrasound is a useful tool in industrial-scale process applications for plant protein concentrates. It highlights improved particle-size reduction, better suspension stability, and the importance of continuous sonication in flow-cell configurations for process efficiency and scale-up.
Example: Sonication-Improved Functionality of Pea Protein
Ultrasonic processing offers several clear benefits for pea protein systems: it improves dispersibility and solubility by breaking down aggregates and reducing particle size, which can strengthen functional performance in foods without damaging protein digestibility or bioaccessibility. In fiber-containing formulations, ultrasound can also promote useful protein–fiber network formation and, depending on the fiber type, increase viscosity and texture-building capacity. In fermented pea-protein yoghurt alternatives, ultrasound further improved product quality by reducing key off-flavour compounds such as hexanal and 2-pentylfuran while increasing desirable yoghurt-like aroma compounds such as diacetyl and acetoin, making it a promising clean-label tool for both functionality and sensory improvement.
(cf. Kalla-Berthold et al., 2023; Matysek et al., 2024)
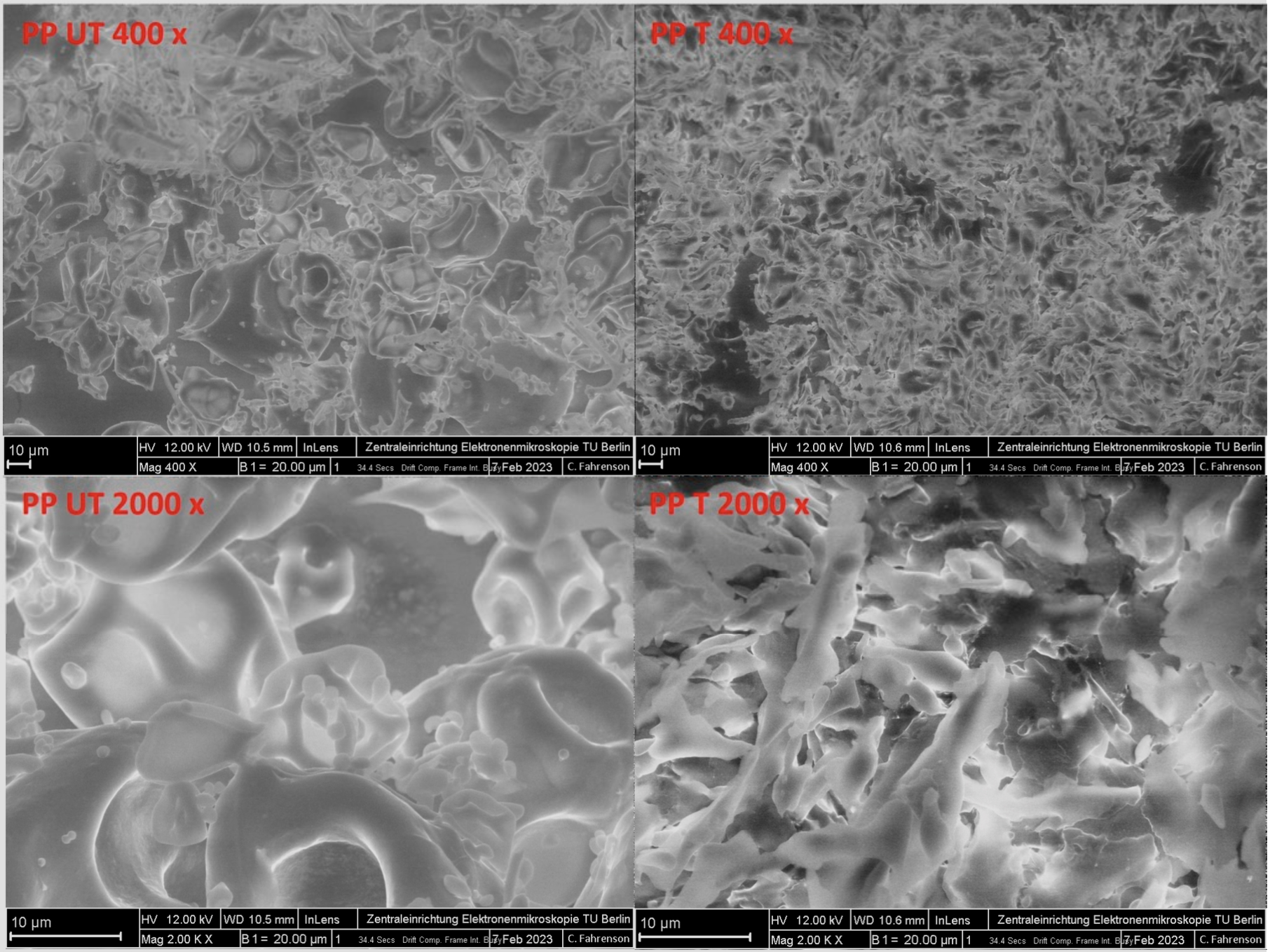
FE-SEM images (400x and 2000x magnifications, scale bar: 10 µm) of untreated (UT) and
ultrasound-treated (T) pea protein samples (PP).
Study and image: ©Kalla-Berthold et al., 2023

Sonicator UIP4000hdT for the high-throughput extraction and modification of plant-based proteins
Example: Advantages of Ultrasonically Treated Hemp Protein
Ultrasonic hemp protein extraction offers several notable benefits, especially for valorizing defatted hempseed waste into higher-value ingredients. In the uploaded study, ultrasound-assisted extraction improved overall protein recovery and purity compared with conventional extraction, with the best combined process reaching about 62% protein recovery and about 76% purity when paired with an HPP pretreatment. It also enhanced the extraction of amino acids across the isolates, suggesting better nutritional yield, while avoiding major visible damage to protein band patterns on SDS-PAGE. Overall, the findings support ultrasound as a greener, more efficient extraction approach that can shorten processing intensity and help turn hemp by-products into useful food and nutraceutical protein ingredients.
(cf. Cabral et al. 2023)
Example: Ultrasonic Extraction of Protein Hydrolysate from Rice Bran
 Ultrasonic rice protein hydrolysate extraction offers clear functional advantages because ultrasound improves protein release from rice bran by disrupting cell structures and enhancing mass transfer, making extraction more efficient than conventional approaches. In the study, the extraction was successfully optimized at a solid/liquid ratio of 0.43, 48.25% amplitude, and 29.89 minutes, and ultrasound-assisted enzymatic hydrolysis also supported the generation of hydrolysates with strong bioactivity, including high ACE-inhibitory activity and antioxidant potential. The authors conclude that ultrasound is an effective technique not only for protein extraction but also for accelerating enzymatic hydrolysis, helping convert rice bran into higher-value bioactive protein ingredients.
Ultrasonic rice protein hydrolysate extraction offers clear functional advantages because ultrasound improves protein release from rice bran by disrupting cell structures and enhancing mass transfer, making extraction more efficient than conventional approaches. In the study, the extraction was successfully optimized at a solid/liquid ratio of 0.43, 48.25% amplitude, and 29.89 minutes, and ultrasound-assisted enzymatic hydrolysis also supported the generation of hydrolysates with strong bioactivity, including high ACE-inhibitory activity and antioxidant potential. The authors conclude that ultrasound is an effective technique not only for protein extraction but also for accelerating enzymatic hydrolysis, helping convert rice bran into higher-value bioactive protein ingredients.
(cf. Hayta et al., 2020)
Benefits for Food and Supplement Manufacturers
- Better product quality
Sonication can support smoother texture and mouthfeel in liquid protein products, improved homogeneity in suspensions and premixes, less visible sedimentation in protein beverages, and more consistent functional performance across batches. - More efficient processing
Ultrasound can intensify processing by accelerating dispersion and hydration and by enabling continuous inline treatment. The oat protein study reports that the flow-cell design allows higher densities despite high mass throughput and can therefore support higher efficiency and greater industrial relevance than a common batch design. - Greater formulation flexibility
Sonication is useful for challenging plant-protein formulations, high-protein RTD beverages, supplement bases, and processes upstream of homogenization, hydrolysis, or drying. The paper notes relevance for plant-based drinks, slurries, and subsequent hydrolysis steps. - Better scale-up potential
Defined sonication parameters such as amplitude, intensity, energy density, residence time, and back pressure support process transfer from laboratory work to pilot and industrial production. The uploaded study places particular emphasis on these parameters for designing scalable continuous processing.

Industrial sonicator UIP6000hdT (6kW) for inline processing of protein suspensions
Why the Use of Hielscher Sonicators Brings Benefits
Hielscher sonicators are attractive for protein processing because they enable controlled and reproducible ultrasonic treatment. For manufacturers, the real advantage is not just generating cavitation, but generating it under defined and scalable conditions.
- Controlled sonication parameters
Hielscher systems used in the study allowed the researchers to work with defined amplitudes, intensities, and energy densities in both batch and flow-cell mode. This supports systematic process development and scale-up. - Batch and flow-cell capability
Manufacturers can evaluate sonication in batch and then move toward continuous inline processing. The uploaded paper shows that continuous flow-cell sonication can outperform batch treatment in suspension stability and industrial relevance. - Process design for industrial throughput
The study shows that back pressure, residence time, and mass flow are important variables in continuous sonication. This matters for manufacturers because it makes ultrasonic treatment a real process-engineering tool rather than only a laboratory technique. - Support for difficult protein systems
The paper emphasizes that tailoring product properties such as particle size, suspension stability, solubility, and viscosity is of major importance for plant-based suspensions. It also notes that sonicators need a small footprint, can handle high solid concentrations, and offer a unique combination of physical and chemical effects.
Typical Applications
Ultrasonic protein processing is relevant for
- plant-protein beverages based on oat, pea, soy, rice, faba bean, or blends;
- protein-fortified dairy and non-dairy drinks;
- nutritional supplement suspensions and liquid shots;
- protein dispersions before homogenization or emulsification;
- and premixes for spray drying or further functionalization.
Ultrasound as a Scalable Protein Processing Technology
 Sonication helps food and supplement manufacturers improve protein functionality where conventional mixing alone often reaches its limits. By intensifying dispersion, reducing particle size, increasing dissolved protein fractions, and stabilizing suspensions, ultrasound can deliver measurable benefits in product quality and process efficiency. The uploaded study supports this position for oat protein concentrates and indicates that continuous flow-cell sonication is especially promising for industrial processing.
Sonication helps food and supplement manufacturers improve protein functionality where conventional mixing alone often reaches its limits. By intensifying dispersion, reducing particle size, increasing dissolved protein fractions, and stabilizing suspensions, ultrasound can deliver measurable benefits in product quality and process efficiency. The uploaded study supports this position for oat protein concentrates and indicates that continuous flow-cell sonication is especially promising for industrial processing.
Hielscher sonicators provide a practical route from laboratory feasibility to industrial implementation. Their use in published protein-processing work, including the uploaded oat protein study, shows how ultrasonic treatment can be developed into a controlled and scalable production step for food and nutritional supplement manufacturers.
The table below gives you an indication of the approximate processing capacity of our ultrasonicators:
| Batch Volume | Flow Rate | Recommended Devices |
|---|---|---|
| 1 to 500mL | 10 to 200mL/min | UP100H |
| 10 to 2000mL | 20 to 400mL/min | UP200Ht, UP400St |
| 0.1 to 20L | 0.2 to 4L/min | UIP2000hdT |
| 10 to 100L | 2 to 10L/min | UIP4000hdT |
| 15 to 150L | 3 to 15L/min | UIP6000hdT |
| n.a. | 10 to 100L/min | UIP16000hdT |
| n.a. | larger | cluster of UIP16000hdT |
Design, Manufacturing and Consulting – Quality Made in Germany
Hielscher ultrasonicators are well-known for their highest quality and design standards. Robustness and easy operation allow the smooth integration of our ultrasonicators into industrial facilities. Rough conditions and demanding environments are easily handled by Hielscher ultrasonicators.
Hielscher Ultrasonics is an ISO certified company and put special emphasis on high-performance ultrasonicators featuring state-of-the-art technology and user-friendliness. Of course, Hielscher ultrasonicators are CE compliant and meet the requirements of UL, CSA and RoHs.

Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers for mixing applications, dispersion, emulsification and extraction on lab, pilot and industrial scale.
Frequently Asked Questions
What is the Difference between Plant-Based and Animal-Based Proteins?
Plant-based and animal-based proteins differ mainly in amino acid profile, digestibility, and associated food matrix. Animal proteins are usually considered complete proteins because they provide all essential amino acids in proportions that closely match human requirements and are often highly digestible. Many plant proteins are lower in one or more essential amino acids, such as lysine in cereals or methionine in legumes, and may be less digestible because of fiber, polyphenols, or antinutritional factors. Nutritionally, however, plant proteins can still fully support human needs when consumed in sufficient quantity and with complementary sources.
What Qualities should Plant-Based Proteins offer as Food Additive?
As food additives, plant-based proteins should offer both nutritional and functional quality. They should have a good essential amino acid balance, high digestibility, low levels of anti-nutritional compounds, and good safety and allergen control. Technologically, they should provide useful properties such as solubility, emulsification, foaming, gelation, water-binding, heat stability, and a neutral or acceptable flavor and color so they can be incorporated into foods without harming texture or sensory quality.
What is Protein Isolate?
A protein isolate is a refined protein ingredient in which most non-protein components such as fat, starch, and fiber have been removed, leaving a high protein concentration, often above about 80–90% on a dry basis. Protein isolates are produced to deliver concentrated protein with improved functionality and more predictable composition for food, nutrition, or industrial use.
What is Hydrolyzed Protein?
Hydrolyzed protein is protein that has been partially broken down into smaller peptides and free amino acids by enzymatic, acidic, or sometimes thermal treatment. This process increases digestibility and often changes functional properties such as solubility, emulsifying behavior, and bioactivity. In some cases, hydrolyzed proteins also contain peptides with specific biological effects, such as antioxidant or ACE-inhibitory activity.
Literature / References
- Höhme-Matthes, L., A.Krause, F. Schulnies, S. Kleinschmidt, T. Kleinschmidt (2025): Characterization of Batch and Flow Cell Ultrasonication in the Processing of Oat Protein Concentrates to Obtain Higher Efficiency and Scalability. Journal of Food Process Engineering 48, no. 6: e70164.
- Cabral, E.M.; Zhu, X.; Garcia-Vaquero, M.; Pérez-Vila, S.; Tang, J.; Gómez-Mascaraque, L.G.; Poojary, M.M.; Curtin, J.; Tiwari, B.K. (2023): Recovery of Protein from Industrial Hemp Waste (Cannabis sativa, L.) Using High-Pressure Processing and Ultrasound Technologies. Foods 2023, 12, 2883.
- Hayta, M., Benli, B., İşçimen, E.M. et al. (2020): Optimization of antihypertensive and antioxidant hydrolysate extraction from rice bran proteins using ultrasound assisted enzymatic hydrolysis. Journal of Food Measurement and Characterization 14, 2020. 2578–2589.
- Antonio J. Vela, Marina Villanueva, Ángela García Solaesa, Felicidad Ronda (2021): Impact of high-intensity ultrasound waves on structural, functional, thermal and rheological properties of rice flour and its biopolymers structural features. Food Hydrocolloids, Volume 113, 2021.
- Kalla-Bertholdt, A.-M.; Baier, A.K.; Rauh, C. (2023): Influence of High-Intensity Ultrasound on Characteristics and Bioaccessibility of Pea Protein in Fiber-Enriched Suspensions. Foods 2023, 12, 3160.
- Julia Matysek, Anne Baier, Ann-Marie Kalla-Bertholdt, Sandra Grebenteuch, Sascha Rohn, Cornelia Rauh (2024): Effect of ultrasound and fibre enrichment on aroma profile and texture characteristics of pea protein-based yoghurt alternatives. Innovative Food Science & Emerging Technologies, Volume 93, 2024.

Sonicator UIP4000hdT for the high-throughput extraction and modification of plant-based proteins
- high efficiency
- state-of-the-art technology
- reliability & robustness
- adjustable, precise process control
- batch & inline
- for any volume
- intelligent software
- smart features (e.g., programmable, data protocoling, remote control)
- easy and safe to operate
- low maintenance
- CIP (clean-in-place)

Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers from lab to industrial size.