From UCO to Biodiesel using Ultrasonic Reactors
Used cooking oil (UCO) has become one of the most attractive feedstocks for sustainable biodiesel production. Converting UCO into biodiesel, or used cooking oil methyl ester, helps reduce waste, lowers raw material costs, and supports a more circular fuel economy. For biodiesel producers looking for efficient processing technology, ultrasonic biodiesel reactors from Hielscher offer a powerful solution for intensifying transesterification and esterification processes.
Hielscher ultrasonic biodiesel reactors are widely used to improve the conversion of low-cost oils and fats into high-quality biodiesel. By creating intense mixing on a microscopic level, ultrasonic cavitation accelerates chemical reactions, improves mass transfer between immiscible phases, and helps producers achieve fast, reliable, and scalable biodiesel manufacturing.

16kW sonicator UIP16000hdT for continuous biodiesel production
UCOME – Biodiesel from Waste Oils
UCOME stands for used cooking oil methyl ester. It is a biodiesel fuel produced by converting waste cooking oils into fatty acid methyl esters through a chemical reaction with methanol. Because UCO is a recycled feedstock, UCOME is especially attractive from both an economic and environmental perspective.
Compared to virgin vegetable oils, UCO offers clear cost advantages, but it also presents processing challenges. Used cooking oil often contains:
- Free fatty acids (FFA)
- Water
- Food residues and contaminants
- Oxidation products
- Variable composition depending on source and usage history
These factors make process efficiency and reactor performance especially important. This is where ultrasonic biodiesel reactors offer significant advantages.
How Ultrasonic Biodiesel Reactors Improve UCO to UCOME Conversion
Traditional biodiesel production often relies on mechanical stirring and heat to bring oil, alcohol, and catalyst into contact. Since oil and methanol do not mix well, conventional reactors can suffer from slow reaction rates, incomplete conversion, higher chemical consumption, and longer residence times.
Hielscher ultrasonic reactors use high-intensity ultrasound to generate cavitation in the liquid. Cavitation produces microscopic mixing zones with extremely high shear forces. This breaks methanol into very fine droplets within the oil phase and creates a much larger interfacial area for reaction.
The result is a highly intensified biodiesel process with important benefits:
- Faster transesterification and esterification
- Improved conversion efficiency
- Better use of methanol and catalyst
- Reduced reaction time
- Continuous inline processing capability
- Easy scale-up from pilot to industrial production
For UCO feedstocks with elevated FFA content, ultrasound is particularly beneficial because it enhances both acid-catalyzed esterification and base-catalyzed transesterification steps.
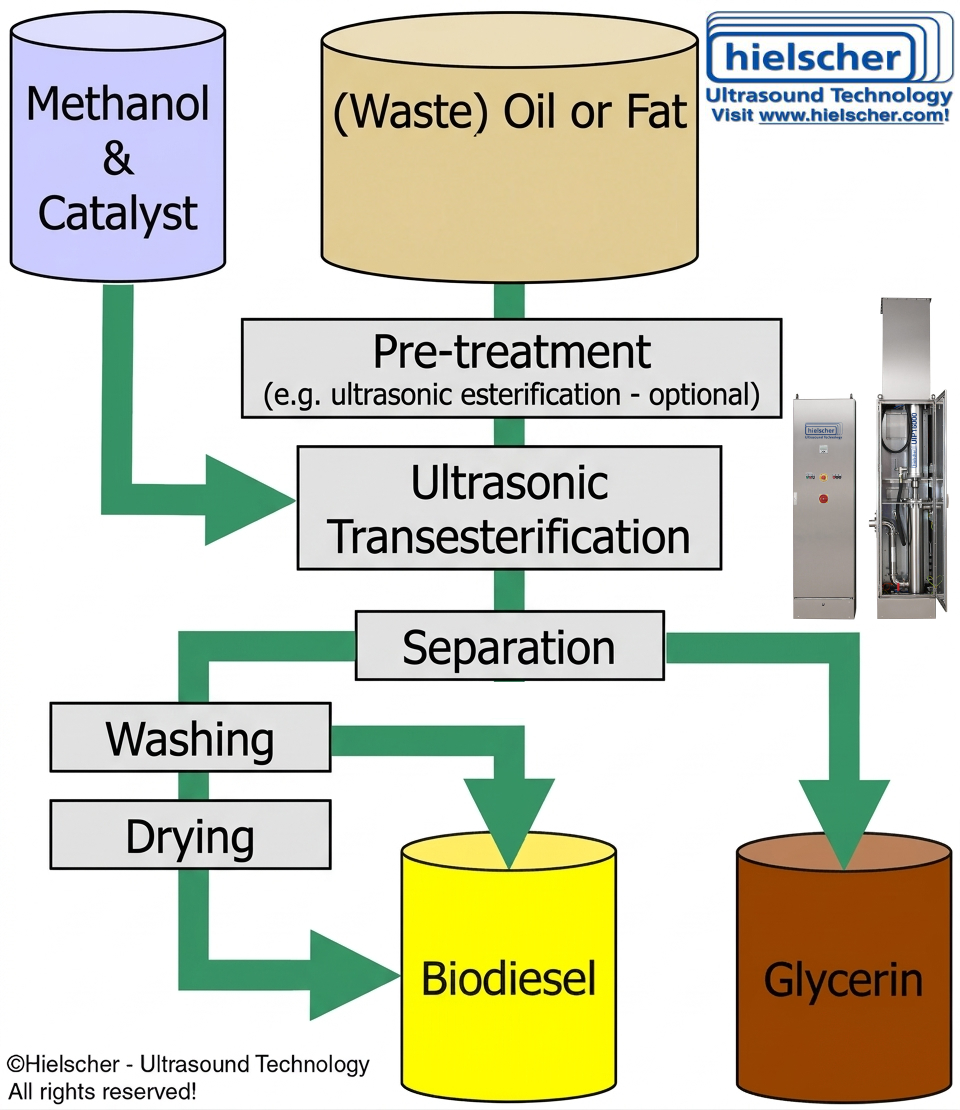
Process chart of ultrasonically-improved biodiesel processing
From UCO to Biodiesel: Process Overview
The conversion of used cooking oil into biodiesel generally involves several process stages. Hielscher ultrasonic biodiesel reactors can be integrated into one-step or two-step process designs depending on feedstock quality.
A typical UCO to biodiesel process includes:
- Collection and storage of used cooking oil
- Filtration to remove solids and food particles
- Drying or dewatering to reduce moisture content
- FFA analysis to determine the required reaction route
- Esterification of free fatty acids when FFA is high
- Transesterification with methanol to form methyl esters
- Separation of biodiesel and glycerol
- Washing or dry purification of biodiesel
- Final polishing to reach fuel-quality specifications
When high FFA levels are present, an esterification pretreatment is often used to convert free fatty acids into esters before the main transesterification step. Ultrasonic processing can accelerate both stages and improve overall plant productivity. Read more about the ultrasonically-assisted two-stage biodiesel conversion!
Why Hielscher Ultrasonic Reactors Are Well Suited for UCOME Biodiesel
Hielscher ultrasonic reactors are engineered for industrial liquid processing and are particularly effective in biodiesel applications where liquid-liquid mixing controls the reaction speed. Instead of depending only on bulk agitation, ultrasound creates intense localized energy exactly where it is needed.
This gives producers several practical advantages.
- Excellent Mixing of Oil and Methanol
One of the key limitations in biodiesel production is the poor miscibility of oil and methanol. Hielscher ultrasonic reactors create a very fine emulsion, which greatly improves contact between reactants. Better contact means faster reaction kinetics and higher conversion. - High Performance with Difficult Feedstocks
UCO is not a uniform raw material. Its water content, FFA level, and contamination load can vary from batch to batch. Hielscher reactors help compensate for these variations by intensifying the reaction environment, making the process more robust and adaptable. - Shorter Residence Time
Because ultrasound speeds up esterification and transesterification, producers can often achieve target conversion in less time than with conventional stirred systems. This can reduce reactor volume requirements and increase throughput. - Continuous Inline Operation
Hielscher ultrasonic biodiesel reactors are ideal for continuous processing. Inline reactor configurations support steady-state production with reproducible quality, which is highly valuable for commercial biodiesel plants. - Straightforward Scale-Up
A major advantage of Hielscher technology is linear scale-up. Process parameters established in laboratory or pilot trials can be transferred to larger production systems more predictably. This reduces development risk and simplifies expansion planning. - Industrial Reliability
Hielscher systems are designed for demanding industrial duty. For biodiesel producers, this means dependable reactor performance, reproducible results, and compatibility with automated process lines. - Producing Biodiesel to ASTM D6751 and EN 14214
Commercial biodiesel producers often target fuel quality specifications such as ASTM D6751 and EN 14214. These standards define critical properties including ester content, viscosity, flash point, acid value, water content, oxidation stability, contaminant limits, and glycerin levels.
Read how ultrasonically produced biodiesel works on diesel combustion engines!

Ultrasonic mixing outperforms mechanical impeller mixers by efficiency.
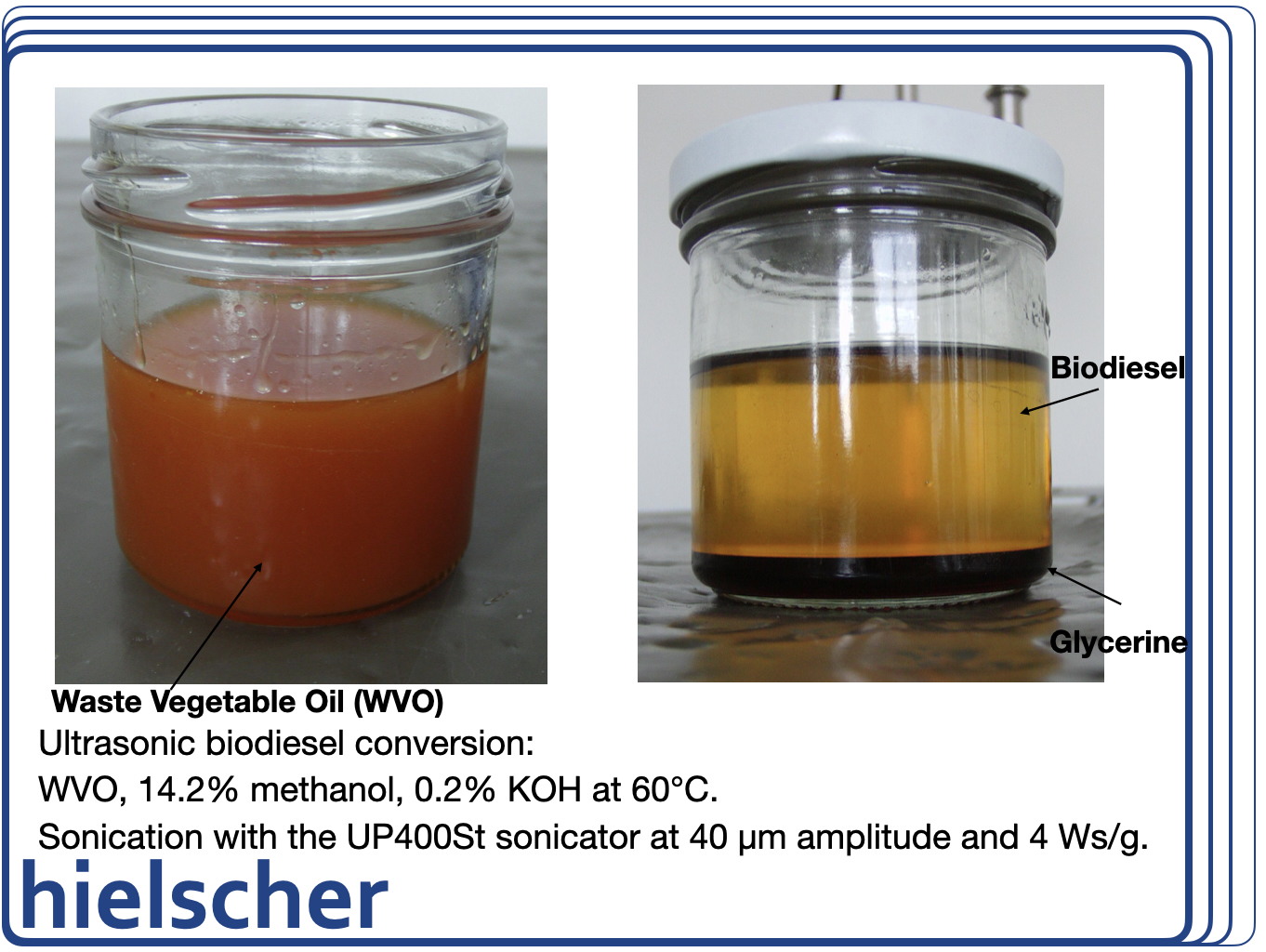
From waste vegetable oils and fats to biodiesel using Hielscher ultrasonic reactors.
Small-Scale Biodiesel for Farms and Off-Grid Users
In some countries or regions, biodiesel regulations are limited or not enforced for small private users. Farmers and equipment owners may produce smaller quantities of biodiesel from used cooking oil for on-site consumption in tractors, generators, heaters, or other diesel-powered farm equipment.
In these cases, the goal is often practical fuel substitution rather than certified commercial sale. Ultrasonic biodiesel reactors can also be attractive for such decentralized production because they offer:
- Fast reaction times
- Efficient conversion with compact equipment
- Good suitability for variable waste oil feedstocks
- Reduced dependence on large stirred tanks
- Potential for modular processing setups
At the same time, it is important to state clearly that non-spec biodiesel may not be suitable for all engines, may not comply with local legal requirements, and may present storage, materials compatibility, emissions, or engine warranty issues. Where biodiesel standards exist, fuel should be tested and produced accordingly before use in regulated applications or road vehicles.

UIP1000hdT ultrasonic reactor for improved biodiesel conversion of oils and fats.
Economic Advantages of Ultrasonic Biodiesel Production from UCO
Feedstock cost is one of the biggest variables in biodiesel economics. Since used cooking oil is generally less expensive than refined vegetable oils, it offers strong cost-saving potential. However, these savings can be lost if the process is slow, chemically inefficient, or unable to handle feedstock variability.
Hielscher ultrasonic biodiesel reactors help protect profitability by improving reaction efficiency and plant productivity. Potential economic advantages include:
- Better utilization of low-cost UCO feedstocks
- Increased throughput
- Reduced reaction time
- Lower mixing-related energy demand compared to inefficient bulk agitation scenarios
- Improved process consistency
- Easier integration into continuous production lines
For producers aiming to scale waste-oil biodiesel production, this combination of feedstock flexibility and process intensification can be highly valuable.
Convert UCO to UCOME Biodiesel Efficiently with Hielscher Ultrasonic Reactors!
Converting used cooking oil into UCOME is a smart way to create renewable fuel from waste while improving sustainability and lowering feedstock costs. Because UCO is often more difficult to process than virgin oils, reactor technology plays a crucial role in achieving efficient and reliable biodiesel production.
Hielscher ultrasonic biodiesel reactors intensify the reaction between oil and methanol through cavitation-driven mixing and mass transfer. This enables faster esterification and transesterification, better handling of variable UCO feedstocks, and scalable inline production of biodiesel.
For commercial producers, Hielscher ultrasonic systems are used in biodiesel processes designed to produce fuel meeting ASTM D6751 and EN 14214. For farmers and small users in countries without biodiesel regulations, ultrasonic reactors can also support compact production of smaller biodiesel quantities for local equipment use, while recognizing that non-spec fuel should be used cautiously and in accordance with local requirements and engine compatibility.
If your goal is efficient UCO to UCOME production, Hielscher ultrasonic biodiesel reactors offer a powerful and scalable technology platform for modern biodiesel processing.

3 installed sonicators UIP1000hdT for biodiesel
The table below gives you an indication of the approximate processing capacity of Hielscher ultrasonic biodiesel reactors:
|
Flow Rate
|
Power
|
|---|---|
|
20 – 100L/hr
|
|
|
80 – 400L/hr
|
|
|
0.3 – 1.5m³/hr
|
|
|
2 – 10m³/hr
|
|
|
20 – 100m³/hr
|
Why Hielscher Is a Strong Choice for Biodiesel Producers?
Hielscher is recognized for industrial ultrasound technology designed for real process applications. In biodiesel production, Hielscher ultrasonic reactors provide a practical route to intensify UCO conversion, improve methanol-oil mixing, and support efficient production of biodiesel from waste oils and fats.
Key reasons producers choose Hielscher include:
- Proven ultrasonic expertise
- Inline reactor designs for continuous biodiesel processing
- Suitability for esterification and transesterification
- Strong scale-up pathway from lab to production
- Robust equipment for industrial environments
- Effective processing of challenging feedstocks such as used cooking oil
Design, Manufacturing and Consulting – Quality Made in Germany
Hielscher ultrasonicators are well-known for their highest quality and design standards. Robustness and easy operation allow the smooth integration of our ultrasonicators into industrial facilities. Rough conditions and demanding environments are easily handled by Hielscher ultrasonicators.
Hielscher Ultrasonics is an ISO certified company and put special emphasis on high-performance ultrasonicators featuring state-of-the-art technology and user-friendliness. Of course, Hielscher ultrasonicators are CE compliant and meet the requirements of UL, CSA and RoHs.

3x UIP1000hdT sonicators for biodiesel transesterification using waste vegetable oils, frying fats, and tallow.
Literature / References
- J. Sáez-Bastante, M. Carmona-Cabello, S. Pinzi, M.P. Dorado (2020): Recycling of kebab restoration grease for bioenergy production through acoustic cavitation. Renewable Energy, Volume 155, 2020. 1147-1155.
- M. Maghami, S.M. Sadrameli, B. Ghobadian (2015): Production of biodiesel from fishmeal plant waste oil using ultrasonic and conventional methods. Applied Thermal Engineering, Volume 75,
2015. 575-579. - Veera Gnaneswar Gude, Georgene Elizabeth Grant (2013): Biodiesel from waste cooking oils via direct sonication. Applied Energy, Volume 109, 2013. 135-144.
- Medeiros, Eliane; Vieira, Bruno; Pereira, Cláudio; Nadaleti, Willian; Quadro, Maurizio; Andreazza, Robson (2019): Production of biodiesel using oil obtained from fish processing residue by conventional methods assisted by ultrasonic waves: Heating and stirring. Renewable Energy 2019.
- Abdullah, C. S. ; Baluch, N.; Mohtar S. (2015): Ascendancy of ultrasonic reactor for micro biodiesel production. Jurnal Teknologi (Sciences ; Engineering) 77:5; 2015. 155-161.
- Ali Gholami, Fathollah Pourfayaz, Akbar Maleki (2021): Techno-economic assessment of biodiesel production from canola oil through ultrasonic cavitation. Energy Reports, Volume 7, 2021. 266-277.
- Darwin, Sebayan; Agustian, Egi; Praptijanto, Achmad (2010): Transesterification Of Biodiesel From Waste Cooking Oil Using Ultrasonic Technique. International Conference on Environment 2010 (ICENV 2010).
Frequently Asked Questions
Can Biodiesel be Used for Farm Equipment?
Yes. Farm equipment with compression-ignition diesel engines can generally use biodiesel blends, and many manufacturers approve blends such as B5 or B20; higher blends depend on the specific engine, fuel system materials, and OEM guidance.
What Engines can run on Biodiesel?
Biodiesel is intended for diesel engines, especially compression-ignition engines used in vehicles, generators, and agricultural machinery. In practice, essentially all diesel engines can operate on low biodiesel blends, while use of higher blends or neat biodiesel (B100) requires engine compatibility and manufacturer approval.
What is the U.S. ASTM D6751 Standard?
ASTM D6751 is the U.S. specification for biodiesel fuel blendstock, B100, for blending with middle distillate fuels. It defines required fuel properties and covers Grades S15 and S500, corresponding to maximum sulfur contents of 15 ppm and 500 ppm.
What is UCOME Biodiesel?
UCOME means Used Cooking Oil Methyl Ester. It is a fatty acid methyl ester biodiesel made by converting waste cooking oil into methyl esters, usually for use as a diesel substitute or blend component.
Is UCOME Suitable as a Blending Component for Bio-Marine Fuel Oil?
Yes. UCOME is already used commercially as a blending component in marine biofuel formulations, for example in blends with very-low-sulfur fuel oil (VLSFO). Its suitability depends on fuel quality, stability, compatibility, and compliance with the relevant marine fuel specifications and handling requirements.
- high efficiency
- state-of-the-art technology
- reliability & robustness
- adjustable, precise process control
- batch & inline
- for any volume
- intelligent software
- smart features (e.g., programmable, data protocoling, remote control)
- easy and safe to operate
- low maintenance
- CIP (clean-in-place)

Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers from lab to industrial size.