Von UCO zu Biodiesel mit Ultraschallreaktoren
Gebrauchtes Speiseöl (UCO) ist zu einem der attraktivsten Rohstoffe für die nachhaltige Biodieselproduktion geworden. Die Umwandlung von Altspeisefett in Biodiesel oder Altspeisefettmethylester trägt zur Abfallvermeidung bei, senkt die Rohstoffkosten und unterstützt eine kreislauforientierte Kraftstoffwirtschaft. Für Biodieselhersteller, die auf der Suche nach einer effizienten Verarbeitungstechnologie sind, bieten die Ultraschall-Biodieselreaktoren von Hielscher eine leistungsstarke Lösung zur Intensivierung von Umesterungs- und Veresterungsprozessen.
Hielscher Ultraschall-Biodieselreaktoren werden häufig eingesetzt, um die Umwandlung von preiswerten Ölen und Fetten in hochwertigen Biodiesel zu verbessern. Durch die Erzeugung einer intensiven Durchmischung auf mikroskopischer Ebene beschleunigt die Ultraschallkavitation chemische Reaktionen, verbessert den Stoffaustausch zwischen nicht mischbaren Phasen und hilft den Herstellern bei der schnellen, zuverlässigen und skalierbaren Biodieselherstellung.

16kW Beschallungsanlage UIP16000hdT für die kontinuierliche Biodieselproduktion
UCOME – Biodiesel aus Altölen
UCOME steht für Altspeiseöl-Methylester. Es handelt sich dabei um einen Biodieselkraftstoff, der durch Umwandlung von Altspeisefetten in Fettsäuremethylester durch eine chemische Reaktion mit Methanol hergestellt wird. Da es sich bei UCO um einen recycelten Rohstoff handelt, ist UCOME sowohl aus wirtschaftlicher als auch aus ökologischer Sicht besonders attraktiv.
Im Vergleich zu nativen Pflanzenölen bietet UCO klare Kostenvorteile, stellt aber auch Herausforderungen an die Verarbeitung. Gebrauchtes Speiseöl enthält oft:
- Freie Fettsäuren (FFA)
- Wasser
- Lebensmittelrückstände und Kontaminanten
- Oxidationsprodukte
- Variable Zusammensetzung je nach Quelle und Nutzungsgeschichte
Diese Faktoren machen die Prozesseffizienz und die Reaktorleistung besonders wichtig. Hier bieten Ultraschall-Biodiesel-Reaktoren erhebliche Vorteile.
Wie Ultraschall-Biodieselreaktoren die Umwandlung von UCO in UCOME verbessern
Bei der herkömmlichen Biodieselproduktion werden Öl, Alkohol und Katalysator häufig durch mechanisches Rühren und Wärme in Kontakt gebracht. Da sich Öl und Methanol nicht gut vermischen, leiden herkömmliche Reaktoren unter langsamen Reaktionsgeschwindigkeiten, unvollständiger Umwandlung, höherem Chemikalienverbrauch und längeren Verweilzeiten.
Hielscher-Ultraschallreaktoren nutzen hochintensiven Ultraschall, um Kavitation in der Flüssigkeit zu erzeugen. Die Kavitation erzeugt mikroskopisch kleine Mischzonen mit extrem hohen Scherkräften. Dadurch wird das Methanol in der Ölphase in sehr feine Tröpfchen zerlegt und eine viel größere Grenzfläche für die Reaktion geschaffen.
Das Ergebnis ist ein hochintensiver Biodieselprozess mit wichtigen Vorteilen:
- Schnellere Umesterung und Veresterung
- Verbesserte Umwandlungseffizienz
- Bessere Nutzung von Methanol und Katalysator
- Verkürzte Reaktionszeit
- Kontinuierliche Inline-Verarbeitung möglich
- Einfaches Scale-up von der Pilot- zur industriellen Produktion
Bei UCO-Rohstoffen mit hohem FFA-Gehalt ist Ultraschall besonders vorteilhaft, da er sowohl die säurekatalysierte Veresterung als auch die basenkatalysierten Umesterungsschritte verbessert.
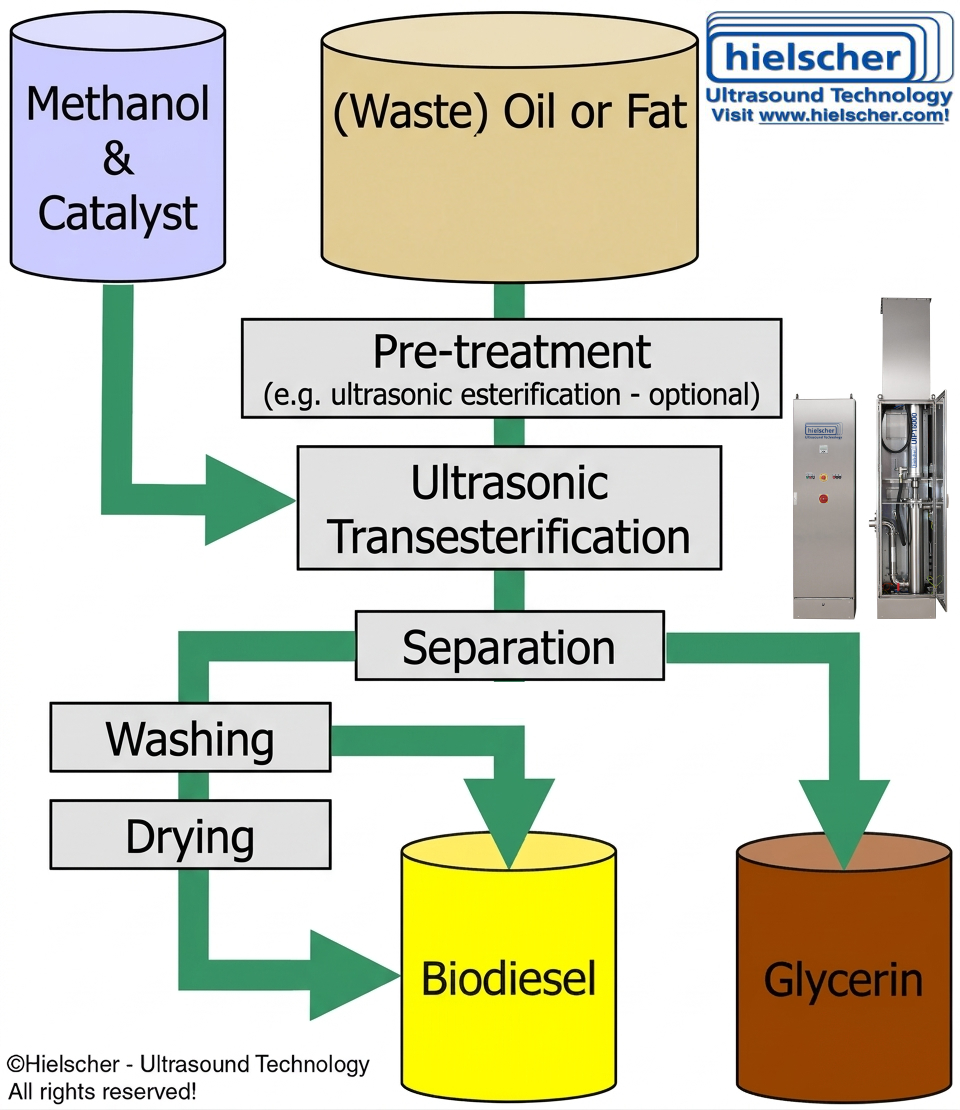
Prozessdiagramm der ultraschallverbesserten Biodieselverarbeitung
Von UCO zu Biodiesel: Überblick über den Prozess
Die Umwandlung von Altspeisefett in Biodiesel erfolgt in der Regel in mehreren Prozessschritten. Hielscher-Ultraschall-Biodieselreaktoren können je nach Qualität des Ausgangsmaterials in ein- oder zweistufige Prozesskonzepte integriert werden.
Ein typisches UCO-Biodiesel-Verfahren umfasst:
- Sammlung und Lagerung von Altspeiseöl
- Filtration zur Entfernung von Feststoffen und Lebensmittelpartikeln
- Trocknung oder Entwässerung zur Verringerung des Feuchtigkeitsgehalts
- FFA-Analyse zur Bestimmung des erforderlichen Reaktionswegs
- Veresterung von freien Fettsäuren bei hohem FFA-Gehalt
- Umesterung mit Methanol zur Bildung von Methylestern
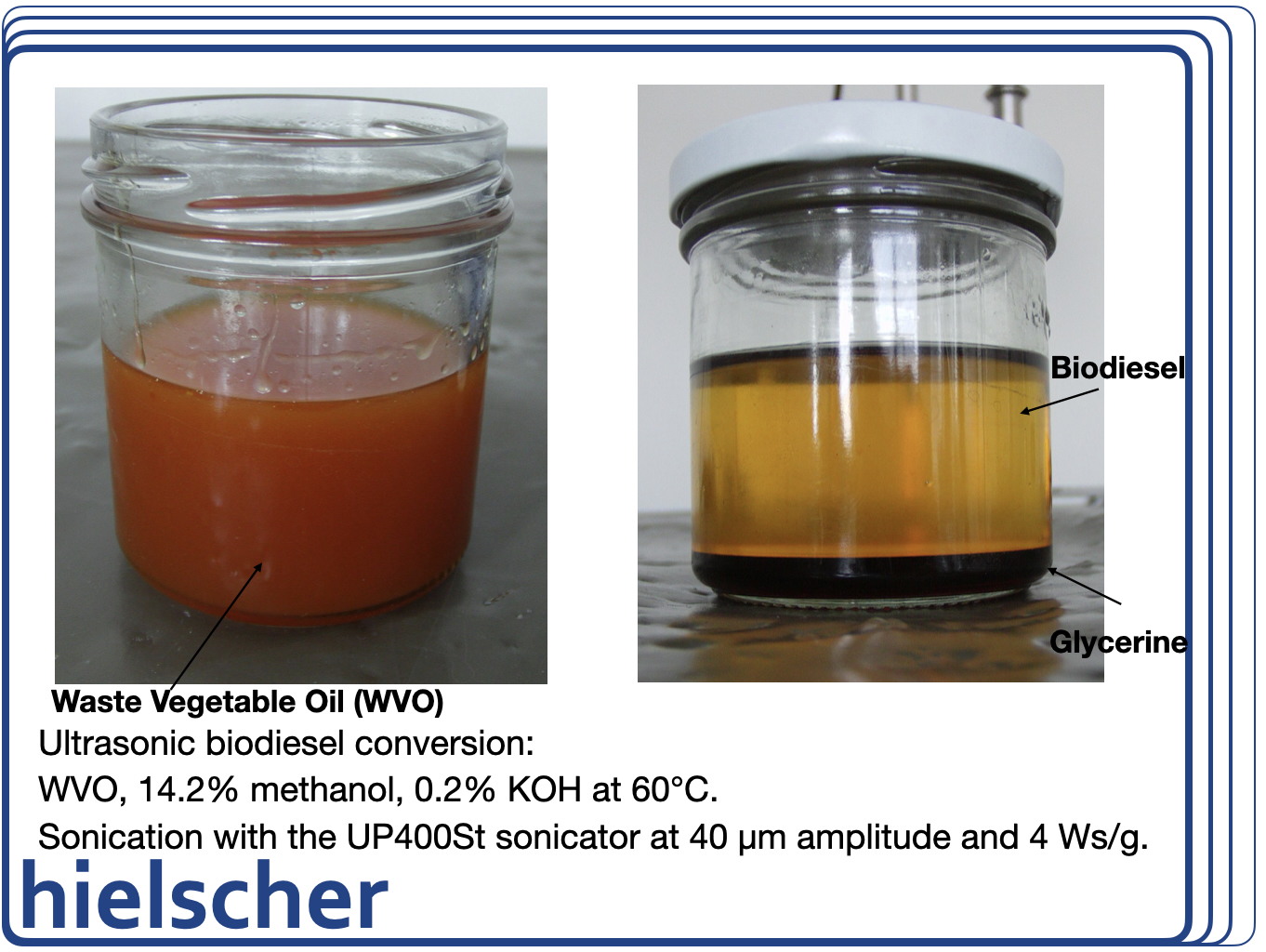
- Abtrennung von Biodiesel und Glycerin
- Waschen oder trockenes Reinigen von Biodiesel
- Endpolitur zur Erreichung der Kraftstoffqualitätsspezifikationen
Bei hohen FFA-Gehalten wird häufig eine Veresterungsvorbehandlung eingesetzt, um freie Fettsäuren vor dem Hauptumesterungsschritt in Ester umzuwandeln. Die Ultraschallbehandlung kann beide Stufen beschleunigen und die Gesamtproduktivität der Anlage verbessern. Lesen Sie mehr über die ultraschallunterstützte zweistufige Biodieselumwandlung!
Warum Hielscher-Ultraschallreaktoren gut für UCOME-Biodiesel geeignet sind
Hielscher-Ultraschallreaktoren wurden für die industrielle Flüssigkeitsverarbeitung entwickelt und sind besonders effektiv bei Biodieselanwendungen, bei denen das Mischen von Flüssigkeit und Flüssigkeit die Reaktionsgeschwindigkeit steuert. Anstatt sich nur auf die Massenbewegung zu verlassen, erzeugt Ultraschall intensive, lokalisierte Energie genau dort, wo sie benötigt wird.
Dies bietet den Erzeugern mehrere praktische Vorteile.
- Hervorragende Vermischung von Öl und Methanol
Eine der wichtigsten Einschränkungen bei der Biodieselproduktion ist die schlechte Mischbarkeit von Öl und Methanol. Hielscher-Ultraschallreaktoren erzeugen eine sehr feine Emulsion, die den Kontakt zwischen den Reaktanten erheblich verbessert. Besserer Kontakt bedeutet schnellere Reaktionskinetik und höhere Umwandlung. - Hohe Leistung bei schwierigen Rohstoffen
UCO ist kein einheitliches Rohmaterial. Sein Wassergehalt, sein FFA-Gehalt und seine Verunreinigungen können von Charge zu Charge variieren. Hielscher-Reaktoren helfen, diese Schwankungen auszugleichen, indem sie die Reaktionsumgebung intensivieren und den Prozess robuster und anpassungsfähiger machen. - Kürzere Verweilzeit
Da Ultraschall die Veresterung und Umesterung beschleunigt, können die Hersteller die angestrebte Umwandlung oft in kürzerer Zeit erreichen als mit herkömmlichen Rührsystemen. Dies kann das erforderliche Reaktorvolumen verringern und den Durchsatz erhöhen. - Kontinuierlicher Inline-Betrieb
Hielscher-Ultraschall-Biodieselreaktoren sind ideal für die kontinuierliche Verarbeitung. Inline-Reaktorkonfigurationen unterstützen eine gleichmäßige Produktion mit reproduzierbarer Qualität, was für kommerzielle Biodieselanlagen sehr wertvoll ist. - Unkompliziertes Scale-Up
Ein großer Vorteil der Hielscher-Technologie ist das lineare Scale-up. Prozessparameter, die in Labor- oder Pilotversuchen ermittelt wurden, können vorhersehbarer auf größere Produktionsanlagen übertragen werden. Dies reduziert das Entwicklungsrisiko und vereinfacht die Expansionsplanung. - Industrielle Verlässlichkeit
Die Systeme von Hielscher sind für den anspruchsvollen industriellen Einsatz konzipiert. Für Biodieselhersteller bedeutet dies eine zuverlässige Reaktorleistung, reproduzierbare Ergebnisse und Kompatibilität mit automatisierten Prozesslinien. - Herstellung von Biodiesel gemäß ASTM D6751 und EN 14214
Kommerzielle Biodieselhersteller orientieren sich häufig an Spezifikationen für die Kraftstoffqualität wie ASTM D6751 und EN 14214. In diesen Normen werden kritische Eigenschaften wie Estergehalt, Viskosität, Flammpunkt, Säurewert, Wassergehalt, Oxidationsstabilität, Grenzwerte für Verunreinigungen und Glyceringehalt festgelegt.
Lesen Sie, wie mit Ultraschall hergestellter Biodiesel in Dieselverbrennungsmotoren funktioniert!

Das Mischen mit Ultraschall übertrifft mechanische Rührwerke in ihrer Effizienz.
Von pflanzlichen Altölen und -fetten zu Biodiesel mit Hielscher-Ultraschallreaktoren.
Biodiesel in kleinem Maßstab für landwirtschaftliche Betriebe und netzferne Nutzer
In einigen Ländern oder Regionen sind die Vorschriften für Biodiesel für private Kleinverbraucher begrenzt oder werden nicht durchgesetzt. Landwirte und Gerätebesitzer können kleinere Mengen Biodiesel aus Altspeiseöl für den Eigenverbrauch in Traktoren, Generatoren, Heizungen oder anderen dieselbetriebenen landwirtschaftlichen Geräten herstellen.
In diesen Fällen geht es oft um die praktische Substitution von Kraftstoffen und nicht um einen zertifizierten kommerziellen Verkauf. Ultraschall-Biodiesel-Reaktoren können auch für eine solche dezentrale Produktion attraktiv sein, weil sie Folgendes bieten:
- Schnelle Reaktionszeiten
- Effiziente Umwandlung mit kompakter Ausrüstung
- Gute Eignung für variable Altöl-Rohstoffe
- Geringere Abhängigkeit von großen Rührkesseln
- Potenzial für modulare Verarbeitungssysteme
Gleichzeitig ist es wichtig, deutlich darauf hinzuweisen, dass Biodiesel, der nicht spezifikationsgerecht ist, möglicherweise nicht für alle Motoren geeignet ist, nicht den örtlichen gesetzlichen Anforderungen entspricht und Probleme bei der Lagerung, der Materialverträglichkeit, den Emissionen oder der Motorgarantie verursachen kann. Wo es Biodiesel-Normen gibt, sollte der Kraftstoff vor der Verwendung in regulierten Anwendungen oder Straßenfahrzeugen entsprechend getestet und hergestellt werden.

UIP1000hdT-Ultraschallreaktor für eine verbesserte Biodieselkonvertierung von Ölen und Fetten.
Wirtschaftliche Vorteile der Biodieselherstellung mit Ultraschall aus UCO
Die Kosten für den Rohstoff sind eine der größten Variablen bei der Wirtschaftlichkeit von Biodiesel. Da Altspeisefett im Allgemeinen billiger ist als raffinierte Pflanzenöle, bietet es ein großes Kosteneinsparungspotenzial. Diese Einsparungen können jedoch verloren gehen, wenn der Prozess langsam, chemisch ineffizient oder nicht in der Lage ist, Schwankungen bei den Rohstoffen zu bewältigen.
Hielscher-Ultraschall-Biodieselreaktoren tragen dazu bei, die Rentabilität zu sichern, indem sie die Reaktionseffizienz und die Produktivität der Anlage verbessern. Potenzielle wirtschaftliche Vorteile umfassen:
- Bessere Nutzung von kostengünstigen UCO-Rohstoffen
- Erhöhter Durchsatz
- Verkürzte Reaktionszeit
- Geringerer mischbedingter Energiebedarf im Vergleich zu ineffizienten Schüttgut-Rührszenarien
- Verbesserte Prozesskonsistenz
- Leichtere Integration in kontinuierliche Produktionslinien
Für Hersteller, die die Produktion von Altöl-Biodiesel ausweiten wollen, kann diese Kombination aus Rohstoffflexibilität und Prozessintensivierung sehr wertvoll sein.
Effiziente Umwandlung von UCO in UCOME-Biodiesel mit Hielscher-Ultraschallreaktoren!
Die Umwandlung von Altspeisefett in UCOME ist ein intelligenter Weg, um aus Abfällen erneuerbare Kraftstoffe zu erzeugen und gleichzeitig die Nachhaltigkeit zu verbessern und die Kosten für den Rohstoff zu senken. Da die Verarbeitung von Altspeisefett oft schwieriger ist als die von Frischöl, spielt die Reaktortechnologie eine entscheidende Rolle für eine effiziente und zuverlässige Biodieselproduktion.
Hielscher-Ultraschall-Biodieselreaktoren intensivieren die Reaktion zwischen Öl und Methanol durch kavitationsgetriebene Durchmischung und Stoffübertragung. Dies ermöglicht eine schnellere Veresterung und Umesterung, eine bessere Handhabung von variablen UCO-Rohstoffen und eine skalierbare Inline-Produktion von Biodiesel.
Für kommerzielle Hersteller werden Hielscher-Ultraschallsysteme in Biodieselprozessen eingesetzt, die zur Herstellung von Kraftstoff nach ASTM D6751 und EN 14214 entwickelt wurden. Für Landwirte und Kleinverbraucher in Ländern ohne Biodieselvorschriften können Ultraschallreaktoren auch die kompakte Produktion kleinerer Biodieselmengen für den Einsatz in lokalen Anlagen unterstützen, wobei zu beachten ist, dass nicht spezifizierter Kraftstoff mit Vorsicht und in Übereinstimmung mit den lokalen Anforderungen und der Motorverträglichkeit verwendet werden sollte.
Wenn Ihr Ziel eine effiziente Produktion von UCO zu UCOME ist, bieten die Hielscher Ultraschall-Biodieselreaktoren eine leistungsstarke und skalierbare Technologieplattform für die moderne Biodieselverarbeitung.

3 installierte Sonicatoren UIP1000hdT für Biodiesel
Die folgende Tabelle gibt Ihnen einen Hinweis auf die ungefähre Verarbeitungskapazität der Hielscher Ultraschall-Biodiesel-Reaktoren:
|
Durchfluss
|
Leistung
|
|---|---|
|
20 – 100L/Std.
|
|
|
80 – 400L/Std.
|
|
|
0.3 – 1.5m³/hr
|
|
|
2 – 10m³/hr
|
|
|
20 – 100m³/hr
|
Warum ist Hielscher eine gute Wahl für Biodieselproduzenten?
Hielscher ist bekannt für industrielle Ultraschalltechnologie, die für reale Prozessanwendungen entwickelt wurde. In der Biodieselproduktion bieten Hielscher-Ultraschallreaktoren einen praktischen Weg zur Intensivierung der UCO-Umwandlung, zur Verbesserung der Methanol-Öl-Mischung und zur Unterstützung einer effizienten Produktion von Biodiesel aus Altölen und -fetten.
Die wichtigsten Gründe, warum sich Produzenten für Hielscher entscheiden, sind:
- Bewährtes Know-how im Bereich Ultraschall
- Inline-Reaktorkonzepte für die kontinuierliche Biodieselverarbeitung
- Eignung für Veresterung und Umesterung
- Starker Scale-up-Weg vom Labor zur Produktion
- Robuste Geräte für industrielle Umgebungen
- Effektive Verarbeitung von schwierigen Rohstoffen wie Altspeiseöl
Design, Herstellung und Beratung – Qualität Made in Germany
Hielscher Ultraschallgeräte sind bekannt für höchste Qualität und Designstandards. Robustheit und einfache Bedienung ermöglichen die problemlose Integration unserer Ultraschallgeräte in industrielle Anlagen. Raue Bedingungen und anspruchsvolle Umgebungen sind für Hielscher Ultraschallgeräte kein Problem.
Hielscher Ultrasonics ist ein ISO-zertifiziertes Unternehmen und legt großen Wert darauf, Hochleistungs-Ultraschallgeräte zu entwickeln und zu produzieren, die sich durch modernste Technik und Benutzerfreundlichkeit auszeichnen. Selbstverständlich sind Hielscher Sonicators CE-konform und erfüllen die Anforderungen von UL, CSA und RoHs.

3x UIP1000hdT Beschallungsanlagen für die Umesterung von Biodiesel aus pflanzlichen Altölen, Frittierfetten und Talg.
Literatur / Literaturhinweise
- J. Sáez-Bastante, M. Carmona-Cabello, S. Pinzi, M.P. Dorado (2020): Recycling of kebab restoration grease for bioenergy production through acoustic cavitation. Renewable Energy, Volume 155, 2020. 1147-1155.
- M. Maghami, S.M. Sadrameli, B. Ghobadian (2015): Production of biodiesel from fishmeal plant waste oil using ultrasonic and conventional methods. Applied Thermal Engineering, Volume 75,
2015. 575-579. - Veera Gnaneswar Gude, Georgene Elizabeth Grant (2013): Biodiesel from waste cooking oils via direct sonication. Applied Energy, Volume 109, 2013. 135-144.
- Medeiros, Eliane; Vieira, Bruno; Pereira, Cláudio; Nadaleti, Willian; Quadro, Maurizio; Andreazza, Robson (2019): Production of biodiesel using oil obtained from fish processing residue by conventional methods assisted by ultrasonic waves: Heating and stirring. Renewable Energy 2019.
- Abdullah, C. S. ; Baluch, N.; Mohtar S. (2015): Ascendancy of ultrasonic reactor for micro biodiesel production. Jurnal Teknologi (Sciences ; Engineering) 77:5; 2015. 155-161.
- Ali Gholami, Fathollah Pourfayaz, Akbar Maleki (2021): Techno-economic assessment of biodiesel production from canola oil through ultrasonic cavitation. Energy Reports, Volume 7, 2021. 266-277.
- Darwin, Sebayan; Agustian, Egi; Praptijanto, Achmad (2010): Transesterification Of Biodiesel From Waste Cooking Oil Using Ultrasonic Technique. International Conference on Environment 2010 (ICENV 2010).
Häufig gestellte Fragen
Kann Biodiesel für landwirtschaftliche Geräte verwendet werden?
Ja. Landwirtschaftliche Geräte mit Dieselmotoren mit Selbstzündung können in der Regel Biodieselmischungen verwenden, und viele Hersteller genehmigen Mischungen wie B5 oder B20; höhere Mischungen hängen vom jeweiligen Motor, den Materialien des Kraftstoffsystems und den Anweisungen des Herstellers ab.
Welche Motoren können mit Biodiesel betrieben werden?
Biodiesel ist für Dieselmotoren bestimmt, insbesondere für Selbstzündungsmotoren, die in Fahrzeugen, Generatoren und landwirtschaftlichen Maschinen eingesetzt werden. In der Praxis können im Wesentlichen alle Dieselmotoren mit niedrigen Biodieselmischungen betrieben werden, während die Verwendung höherer Mischungen oder reinen Biodiesels (B100) die Kompatibilität der Motoren und die Genehmigung des Herstellers erfordert.
Was ist die US-amerikanische Norm ASTM D6751?
ASTM D6751 ist die US-Spezifikation für Biodiesel-Kraftstoffmischungen, B100, zur Beimischung zu Mitteldestillat-Kraftstoffen. Sie definiert die erforderlichen Kraftstoffeigenschaften und umfasst die Klassen S15 und S500, die einem maximalen Schwefelgehalt von 15 ppm und 500 ppm entsprechen.
Was ist UCOME Biodiesel?
UCOME steht für Used Cooking Oil Methyl Ester. Es handelt sich um einen Fettsäuremethylester-Biodiesel, der durch Umwandlung von Altspeiseöl in Methylester hergestellt wird und in der Regel als Dieselersatz oder Mischungsbestandteil verwendet wird.
Eignet sich UCOME als Mischungsbestandteil für Bio-Marine-Heizöl?
Ja. UCOME wird bereits kommerziell als Mischungsbestandteil in Biokraftstoffformulierungen für die Schifffahrt verwendet, zum Beispiel in Mischungen mit sehr schwefelarmem Heizöl (VLSFO). Seine Eignung hängt von der Kraftstoffqualität, der Stabilität, der Kompatibilität und der Einhaltung der einschlägigen Spezifikationen für Schiffskraftstoffe und der Handhabungsanforderungen ab.
- hoher Wirkungsgrad
- Modernste Technik
- Zuverlässigkeit & Robustheit
- einstellbare, präzise Prozesskontrolle
- Batch & Inline
- für jedes Volumen
- intelligente Software
- intelligente Funktionen (z. B. programmierbar, Datenprotokollierung, Fernsteuerung)
- einfach und sicher zu bedienen
- Geringer Wartungsaufwand
- CIP (Clean-in-Place)

Hielscher Ultrasonics fertigt Hochleistungs-Ultraschall-Homogenisatoren vom Labor bis zum voll-kommerziellen Industriemaßstab.