Acid-Catalyzed Esterification of FFAs Improved by Sonication
In biodiesel production and oleochemical processing, high levels of free fatty acids (FFAs) remain a persistent challenge. Conventional acid-catalyzed esterification is a well-established route to convert FFAs into valuable fatty acid alkyl esters, but the reaction is often limited by slow mass transfer, long reaction times, and demanding process conditions. Sonication is a practical intensification technology that can significantly improve this important reaction step.
Acid-catalyzed esterification of FFAs typically involves reacting free fatty acids with a short-chain alcohol such as methanol in the presence of an acid catalyst, frequently sulfuric acid. The goal is to reduce the acid value of low-cost oils and fats before further downstream conversion. This is especially relevant when processing feedstocks such as waste cooking oil, brown grease, animal fats, soapstock, distillates, or other degraded lipid streams with elevated FFA content. In conventional systems, however, the immiscibility of oil and alcohol slows the contact between reactants, which directly constrains reaction performance.

16kW sonicator UIP16000hdT for continuous FFA esterification
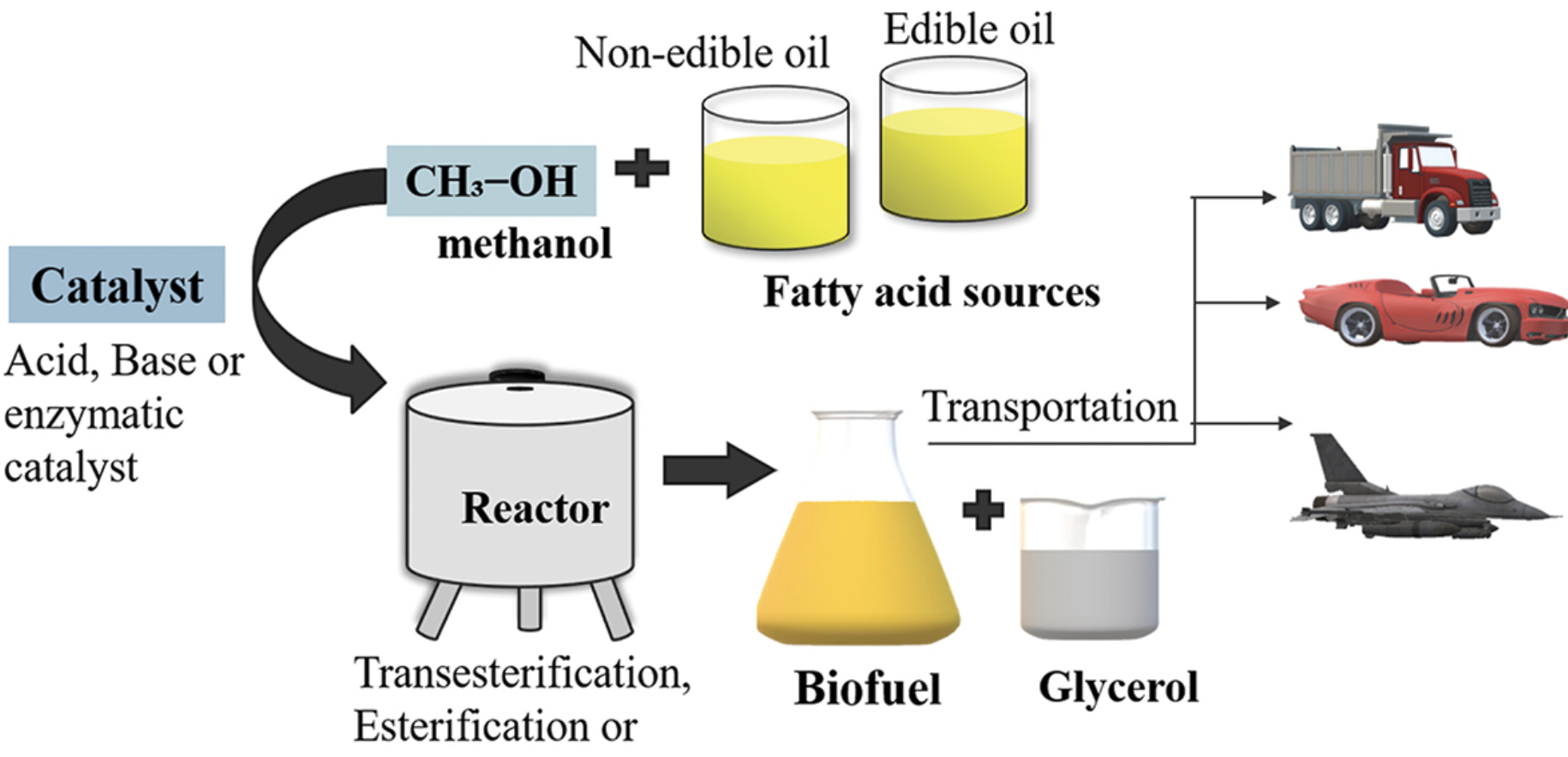
From waste oils high in free fatty acids to biofuel
Image: Varma et al., 2024
Ultrasonically Improved Esterification Performance
Sonication addresses this bottleneck by introducing high-intensity ultrasonic waves into the reaction medium. These waves generate cavitation, meaning the rapid formation and collapse of microscopic bubbles in the liquid. The result is intense local mixing, improved dispersion of the alcohol phase in the oil phase, and a much larger interfacial area for reaction. In practical terms, ultrasound helps the acid catalyst, alcohol, and FFAs come into contact more efficiently, which accelerates esterification and improves overall process performance.
From a process engineering perspective, the main advantage of sonication is that it intensifies a diffusion-limited reaction without changing the core chemistry. Instead of relying only on heat and mechanical agitation, ultrasonic energy enhances phase contact directly inside the liquid. This translates into shorter reaction times, faster FFA reduction, and higher esterification efficiency under milder operating conditions. For producers working with difficult feedstocks, that is an important advantage.
Key Advantages of Sonication in FFA Esterification
Several benefits make sonication particularly attractive for acid-catalyzed esterification of FFAs:
- Faster reaction kinetics due to improved mass transfer between immiscible phases
- More effective contact between FFAs, alcohol, and acid catalyst
- Potential reduction in required reaction temperature and residence time
- Lower demand for excessive alcohol use in some process configurations
- Improved pretreatment of high-FFA feedstocks before transesterification
- Better suitability for low-grade, variable, or contaminated raw materials
- Strong potential for process intensification in continuous industrial systems

3x UIP1000hdT sonicators for esterification of FFAs and subsequent transesterification
Why Feedstock Flexibility Matters
These ultrasonically-driven improvements matter because feedstock flexibility has become one of the most important economic levers in biodiesel and renewable chemical manufacturing. Producers increasingly want to shift away from refined edible oils toward cheaper and more sustainable alternatives. The challenge is that these alternative feedstocks often contain too many FFAs for direct base-catalyzed transesterification. Without pretreatment, soap formation, catalyst loss, and separation problems can undermine the entire process. Sonication-enhanced esterification offers a way to make lower-cost raw materials more usable and more profitable.
Industrial Relevance for Biodiesel and Oleochemical Producers
The industrial relevance of this development is especially strong in large-scale plants that need to balance throughput, product quality, operating cost, and raw material variability. A faster and more efficient esterification step reduces bottlenecks upstream of biodiesel conversion and improve line productivity. It also supports more compact reactor design, easier scale-up of intensified processing, and better utilization of existing assets. In competitive markets, even moderate improvements in residence time, conversion efficiency, or chemical consumption can have a significant financial impact.
For plant operators, the value proposition is not only technical but commercial:
- Lower-grade feedstocks can become economically viable
- Pretreatment capacity can increase without proportionally increasing footprint
- Reduced processing time can support higher throughput
- Better FFA reduction can stabilize downstream transesterification
- Improved efficiency can contribute to lower operating costs per ton processed

UIP1000hdT ultrasonic reactor for improved esterification of FFAs.
Sustainability Benefits of Ultrasonic Esterification
Another important point is sustainability. By enabling the conversion of waste oils and residual fats with high FFA levels, sonication can help expand the usable feedstock base beyond food-grade oils. That aligns well with the broader industry trend toward circular raw materials, waste valorization, and lower-carbon fuel production. In this sense, sonication is not just a laboratory enhancement. It is a process technology with clear relevance for industrial decarbonization and resource efficiency.
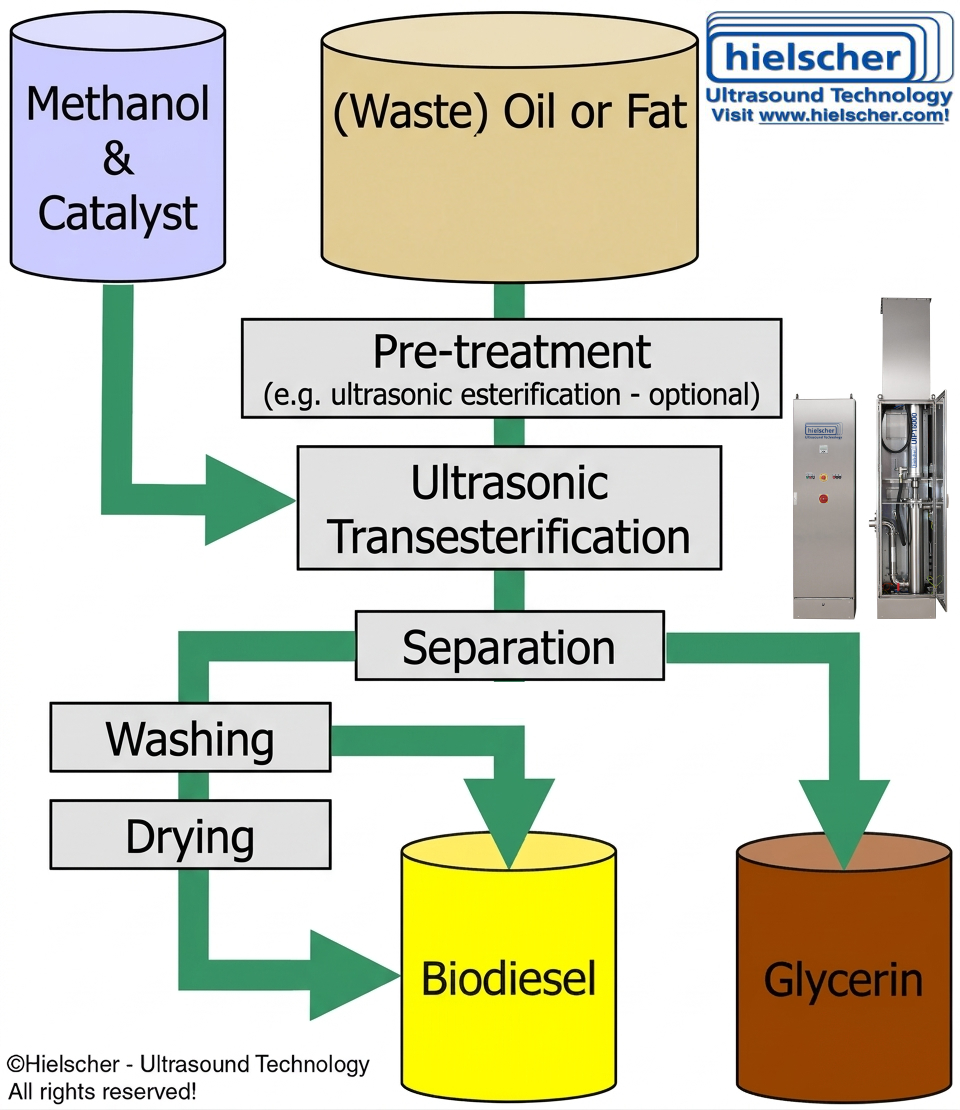
Process chart of ultrasonically-improved biodiesel processing
A Practical Route to Process Intensification
While implementation must still consider equipment design, ultrasonic power density, residence time, reactor geometry, and scale-up strategy, the underlying opportunity is clear. Sonication improves one of the weakest points of conventional acid-catalyzed esterification: insufficient phase interaction. By making the reaction faster and more efficient, ultrasound helps unlock the value of challenging lipid feedstocks that would otherwise be costly or difficult to process.
For companies in biodiesel, oleochemicals, bio-based lubricants, and renewable fuels, this is a development worth watching closely. As margins remain tight and feedstock quality becomes more variable, technologies that intensify reaction performance without complicating chemistry are increasingly attractive. Sonication-enhanced acid-catalyzed esterification of FFAs stands out as a practical route toward higher efficiency, greater feedstock flexibility, and stronger industrial competitiveness.
Hielscher Sonicators Support Scalable and Retrofit-Friendly FFA Esterification
 Hielscher sonicators offer clear advantages for FFA esterification wherever reliable process intensification and industrial practicality matter. Their precise control of amplitude, energy input, temperature conditions, and processing parameters allows operators to optimize esterification performance with a high degree of repeatability, which is critical for consistent FFA reduction across varying feedstock qualities.
Hielscher sonicators offer clear advantages for FFA esterification wherever reliable process intensification and industrial practicality matter. Their precise control of amplitude, energy input, temperature conditions, and processing parameters allows operators to optimize esterification performance with a high degree of repeatability, which is critical for consistent FFA reduction across varying feedstock qualities.
At the same time, Hielscher systems are engineered for robust industrial duty, making them well suited for continuous operation in demanding production environments. Another major benefit is their linear scalability: process parameters developed at lab, bench, or pilot scale can be transferred to industrial production with predictable results, enabling implementation from small batches to virtually any throughput volume.
In addition, Hielscher ultrasonic reactors can be integrated with comparatively little disruption, making them an attractive option for both new process lines and the retro-fitting of existing biodiesel, oleochemical, or renewable fuel plants that want to improve esterification efficiency without redesigning the entire facility. Hielscher sonicators are built for low-maintenance, 24/7 heavy-duty operation, making them an excellent choice for enhancing acid-catalyzed FFA esterification in industrial production environments.
The table below gives you an indication of the approximate processing capacity of Hielscher sonicators:
| Batch Volume | Flow Rate | Recommended Devices |
|---|---|---|
| 10 to 2000mL | 20 to 400mL/min | UP200Ht, UP400St |
| 0.1 to 20L | 0.2 to 4L/min | UIP2000hdT |
| 10 to 100L | 2 to 10L/min | UIP4000hdT |
| 15 to 150L | 3 to 15L/min | UIP6000hdT |
| n.a. | 10 to 100L/min | UIP16000hdT |
| n.a. | larger | cluster of UIP16000hdT |
General Protocol for Ultrasound-Assisted Acid-Catalyzed Esterification
Reagents and Materials
Free Fatty Acids (FFAs): The substrate (e.g., oleic acid, linoleic acid, or high acid oil).
Alcohol: Typically methanol (used in excess to drive the equilibrium toward ester production).
Acid Catalyst:
- Homogeneous: Sulfuric acid (H2SO4) is commonly used.
- Heterogeneous: Solid acid catalysts such as Tungsten Disulfide (WS2) or other sulfonated materials.
Equipment: Probe-type Sonicator
Step-by-Step Procedure
- Preparation of Mixture: Mix the free fatty acids with the alcohol (methanol). A common molar ratio is often significantly higher than 1:1 (e.g., 1:6 or 1:12) to ensure complete conversion.
- Addition of Catalyst: Add the acid catalyst to the mixture. If using a homogeneous catalyst like sulfuric acid, it is added directly to the FFA-methanol mixture.
- Sonication:
Sonify the mixture using the probe-type sonicator.
Working mechanism: High-intensity ultrasound creates acoustic cavitation, which generates micro-jets and high local pressure/temperature. These cavitational effects reduce the droplet / particle size thereby increasing the surface for reaction. Simultaneously, the intense ultrasonic mixing improves mass transfer – significantly accelerating the esterification rate by reducing mass transfer resistance between the methanol and the fatty acid phase.
Sonication parameters: The specific duration (e.g., minutes to an hour) and power intensity (W/mL) should be optimized for the specific acid/fatty acid combination. - Reaction Monitoring: The reaction progress is typically monitored by measuring the Acid Value (AV) or using Gas Chromatography (GC) to determine the concentration of Fatty Acid Methyl Esters (FAMEs) produced.
- Post-Reaction Processing:
For Homogeneous Catalysts: Neutralize the acid catalyst (e.g., with a base like sodium carbonate) and separate the ester phase from the glycerol/methanol phase via washing or centrifugation.
For Heterogeneous Catalysts: Filter the catalyst from the reaction mixture for potential reuse.
Design, Manufacturing and Consulting – Quality Made in Germany
Hielscher ultrasonicators are well-known for their highest quality and design standards. Robustness and easy operation allow the smooth integration of our ultrasonicators into industrial facilities. Rough conditions and demanding environments are easily handled by Hielscher ultrasonicators.
Hielscher Ultrasonics is an ISO certified company and put special emphasis on high-performance ultrasonicators featuring state-of-the-art technology and user-friendliness. Of course, Hielscher ultrasonicators are CE compliant and meet the requirements of UL, CSA and RoHs.

Ultrasonic mixing outperforms mechanical impeller mixers by efficiency.
Frequently Asked Questions
What is FFA in Oil Industry?
In the oil industry, FFA stands for free fatty acids. These are fatty acids that are not bound as triglycerides and occur in oils and fats as a result of hydrolysis, degradation, poor storage conditions, or thermal and chemical stress. The FFA content is an important quality parameter because it indicates the degree of feedstock degradation and strongly influences further processing.
Why are High FFAs Problematic in Biodiesel and Oleochemical Production?
High FFA levels are problematic in biodiesel and oleochemical production because they interfere with efficient conversion and product quality. In biodiesel processing, especially under alkaline transesterification conditions, FFAs react with basic catalysts such as sodium hydroxide or potassium hydroxide and form soap. This causes catalyst loss, emulsion formation, more difficult phase separation, reduced ester yield, and higher downstream purification effort. In oleochemical production, high FFA content can also affect reaction selectivity, increase corrosion risk, complicate refining, and reduce process efficiency.
What means Saponification?
Saponification is the chemical reaction of a fatty acid or a triglyceride with an alkali, resulting in the formation of soap. In biodiesel production, saponification usually refers to the undesired side reaction in which free fatty acids react with alkaline catalysts to form soap and water. This side reaction consumes catalyst and makes the process less efficient.
Literature / References
- Naeem, Marwa; Al-Sakkari, Eslam; Boffito, D; Rene, Eldon; Gadalla, Mamdouh; Ashour, Fatma (2023): Single-stage waste oil conversion into biodiesel via sonication over bio-based bifunctional catalyst: Optimization, preliminary techno-economic and environmental analysis. Fuel, 2023.
- Cristiane B. Hobuss, Dalila Venzke, Bruna S. Pacheco, Alexander O. Souza, Marco A.Z. Santos, Sidnei Moura, Frank H. Quina, Karina G. Fiametti, J. Vladimir Oliveira, Claudio M.P. Pereira (2012): Ultrasound-assisted synthesis of aliphatic acid esters at room temperature. Ultrasonics Sonochemistry, Volume 19, Issue 3, 2012. 387-389.
- Susana Nieto, Rocio Villa, Antonio Donaire, Pedro Lozano (2021): Ultrasound-assisted enzymatic synthesis of xylitol fatty acid esters in solvent-free conditions. Ultrasonics Sonochemistry, Volume 75, 2021.

- high efficiency
- state-of-the-art technology
- reliability & robustness
- adjustable, precise process control
- batch & inline
- for any volume
- intelligent software
- smart features (e.g., programmable, data protocoling, remote control)
- easy and safe to operate
- low maintenance
- CIP (clean-in-place)
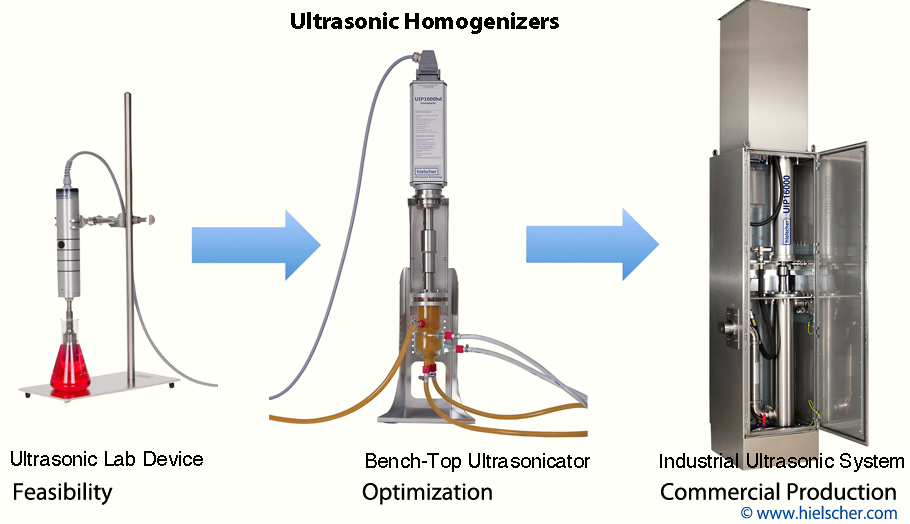
Hielscher Ultrasonics manufactures high-performance ultrasonic homogenizers from lab to industrial size.