Säurekatalysierte Veresterung von FFAs, verbessert durch Sonikation
Bei der Herstellung von Biodiesel und der oleochemischen Verarbeitung ist der hohe Gehalt an freien Fettsäuren (FFA) nach wie vor eine Herausforderung. Die herkömmliche säurekatalysierte Veresterung ist ein bewährter Weg, um FFAs in wertvolle Fettsäurealkylester umzuwandeln, aber die Reaktion ist oft durch langsamen Stoffaustausch, lange Reaktionszeiten und anspruchsvolle Prozessbedingungen eingeschränkt. Die Sonikation ist eine praktische Intensivierungstechnologie, die diesen wichtigen Reaktionsschritt erheblich verbessern kann.
Bei der säurekatalysierten Veresterung von Fettsäuren werden in der Regel freie Fettsäuren mit einem kurzkettigen Alkohol wie Methanol in Gegenwart eines Säurekatalysators, häufig Schwefelsäure, umgesetzt. Ziel ist es, die Säurezahl von preiswerten Ölen und Fetten vor der weiteren Verarbeitung zu reduzieren. Dies ist besonders wichtig bei der Verarbeitung von Rohstoffen wie Altspeiseöl, braunem Fett, tierischen Fetten, Soapstock, Destillaten oder anderen abgebauten Lipidströmen mit erhöhtem FFA-Gehalt. In herkömmlichen Systemen verlangsamt jedoch die Unmischbarkeit von Öl und Alkohol den Kontakt zwischen den Reaktanten, was die Reaktionsleistung direkt einschränkt.

16kW-Sonicator UIP16000hdT für die kontinuierliche FFA-Veresterung
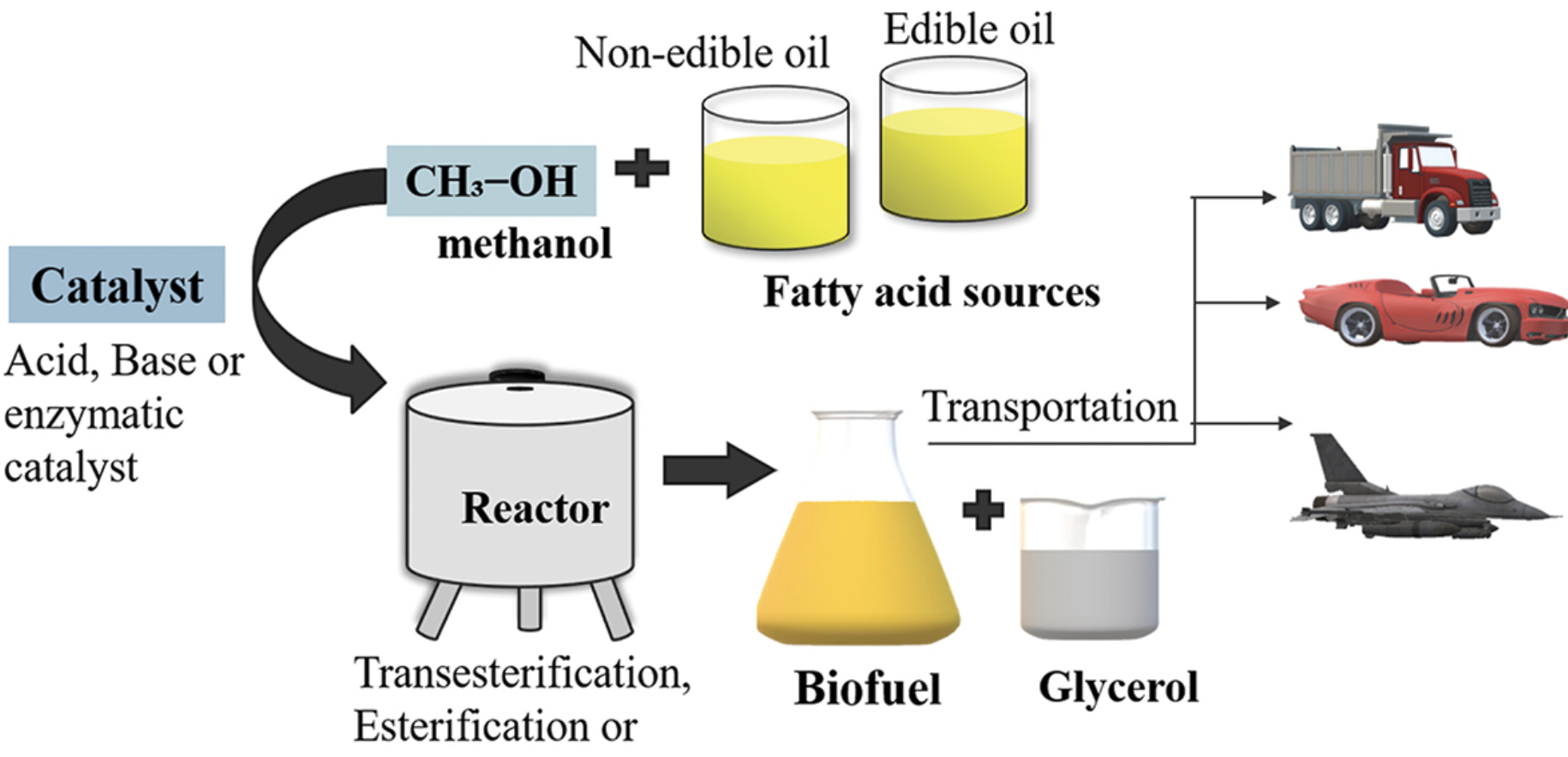
Vom Altöl mit hohem Anteil an freien Fettsäuren zum Biokraftstoff
Bild: Varma et al., 2024
Verbesserte Veresterungsleistung durch Ultraschall
Die Sonikation behebt diesen Engpass, indem sie hochintensive Ultraschallwellen in das Reaktionsmedium einleitet. Diese Wellen erzeugen Kavitation, d. h. die schnelle Bildung und den Zusammenbruch von mikroskopisch kleinen Blasen in der Flüssigkeit. Das Ergebnis ist eine intensive lokale Durchmischung, eine verbesserte Dispersion der Alkoholphase in der Ölphase und eine viel größere Grenzfläche für die Reaktion. In der Praxis trägt Ultraschall dazu bei, dass der Säurekatalysator, der Alkohol und die FFAs effizienter in Kontakt kommen, was die Veresterung beschleunigt und die Gesamtleistung des Prozesses verbessert.
Aus verfahrenstechnischer Sicht besteht der Hauptvorteil der Beschallung darin, dass sie eine diffusionsbegrenzte Reaktion intensiviert, ohne die Kernchemie zu verändern. Anstatt sich nur auf Wärme und mechanisches Rühren zu verlassen, verbessert die Ultraschallenergie den Phasenkontakt direkt in der Flüssigkeit. Dies führt zu kürzeren Reaktionszeiten, schnellerer FFA-Reduktion und höherer Veresterungseffizienz unter milderen Betriebsbedingungen. Für Hersteller, die mit schwierigen Rohstoffen arbeiten, ist dies ein wichtiger Vorteil.
Hauptvorteile der Sonikation bei der FFA-Veresterung
Mehrere Vorteile machen die Beschallung für die säurekatalysierte Veresterung von FFAs besonders attraktiv:
- Schnellere Reaktionskinetik aufgrund des verbesserten Stoffaustauschs zwischen nicht mischbaren Phasen
- Effektiverer Kontakt zwischen FFAs, Alkohol und Säurekatalysator
- Mögliche Reduzierung der erforderlichen Reaktionstemperatur und Verweilzeit
- Geringere Nachfrage nach übermäßigem Alkoholkonsum in einigen Prozesskonfigurationen
- Verbesserte Vorbehandlung von Rohstoffen mit hohem FFA-Gehalt vor der Umesterung
- Bessere Eignung für minderwertige, veränderliche oder verunreinigte Rohstoffe
- Starkes Potenzial für die Prozessintensivierung in kontinuierlichen industriellen Systemen

3x UIP1000hdT-Sonicatoren für die Veresterung von FFAs und anschließende Umesterung
Warum Flexibilität bei den Rohstoffen wichtig ist
Diese ultraschallgesteuerten Verbesserungen sind wichtig, weil die Flexibilität der Ausgangsstoffe zu einem der wichtigsten wirtschaftlichen Hebel bei der Herstellung von Biodiesel und erneuerbaren Chemikalien geworden ist. Die Hersteller wollen zunehmend von raffinierten Speiseölen auf billigere und nachhaltigere Alternativen umsteigen. Die Herausforderung besteht darin, dass diese alternativen Ausgangsstoffe oft zu viele FFAs für eine direkte basenkatalysierte Umesterung enthalten. Ohne Vorbehandlung können Seifenbildung, Katalysatorverlust und Trennungsprobleme den gesamten Prozess untergraben. Die durch Sonikation unterstützte Veresterung bietet eine Möglichkeit, kostengünstigere Rohstoffe besser nutzbar und rentabler zu machen.
Industrielle Relevanz für Biodiesel- und oleochemische Hersteller
Die industrielle Relevanz dieser Entwicklung ist besonders groß in Großanlagen, die ein Gleichgewicht zwischen Durchsatz, Produktqualität, Betriebskosten und Rohstoffvariabilität herstellen müssen. Ein schnellerer und effizienterer Veresterungsschritt reduziert Engpässe im Vorfeld der Biodieselumwandlung und verbessert die Produktivität der Anlage. Außerdem ermöglicht sie eine kompaktere Reaktorkonstruktion, ein einfacheres Scale-up der intensivierten Verarbeitung und eine bessere Nutzung der vorhandenen Anlagen. In wettbewerbsintensiven Märkten können selbst moderate Verbesserungen der Verweilzeit, der Umwandlungseffizienz oder des Chemikalienverbrauchs erhebliche finanzielle Auswirkungen haben.
Für Anlagenbetreiber ist der Nutzen nicht nur technischer, sondern auch wirtschaftlicher Natur:
- Geringwertigere Rohstoffe können wirtschaftlich rentabel werden
- Die Vorbehandlungskapazität kann erhöht werden, ohne dass sich die Stellfläche proportional vergrößert.
- Geringere Bearbeitungszeit kann höheren Durchsatz unterstützen
- Eine bessere FFA-Reduktion kann die nachgeschaltete Umesterung stabilisieren
- Verbesserte Effizienz kann zu niedrigeren Betriebskosten pro verarbeiteter Tonne beitragen.

UIP1000hdT-Ultraschallreaktor für eine verbesserte Veresterung von FFAs.
Nachhaltigkeit Vorteile der Ultraschallveresterung
Ein weiterer wichtiger Punkt ist die Nachhaltigkeit. Durch die Umwandlung von Altölen und Restfetten mit hohem FFA-Gehalt kann die Beschallung dazu beitragen, die nutzbare Rohstoffbasis über lebensmitteltaugliche Öle hinaus zu erweitern. Dies entspricht dem allgemeinen Branchentrend hin zu kreislauffähigen Rohstoffen, Abfallverwertung und kohlenstoffarmer Kraftstoffherstellung. In diesem Sinne ist die Beschallung nicht nur eine Laborverbesserung. Sie ist eine Prozesstechnologie mit klarer Bedeutung für die industrielle Dekarbonisierung und Ressourceneffizienz.
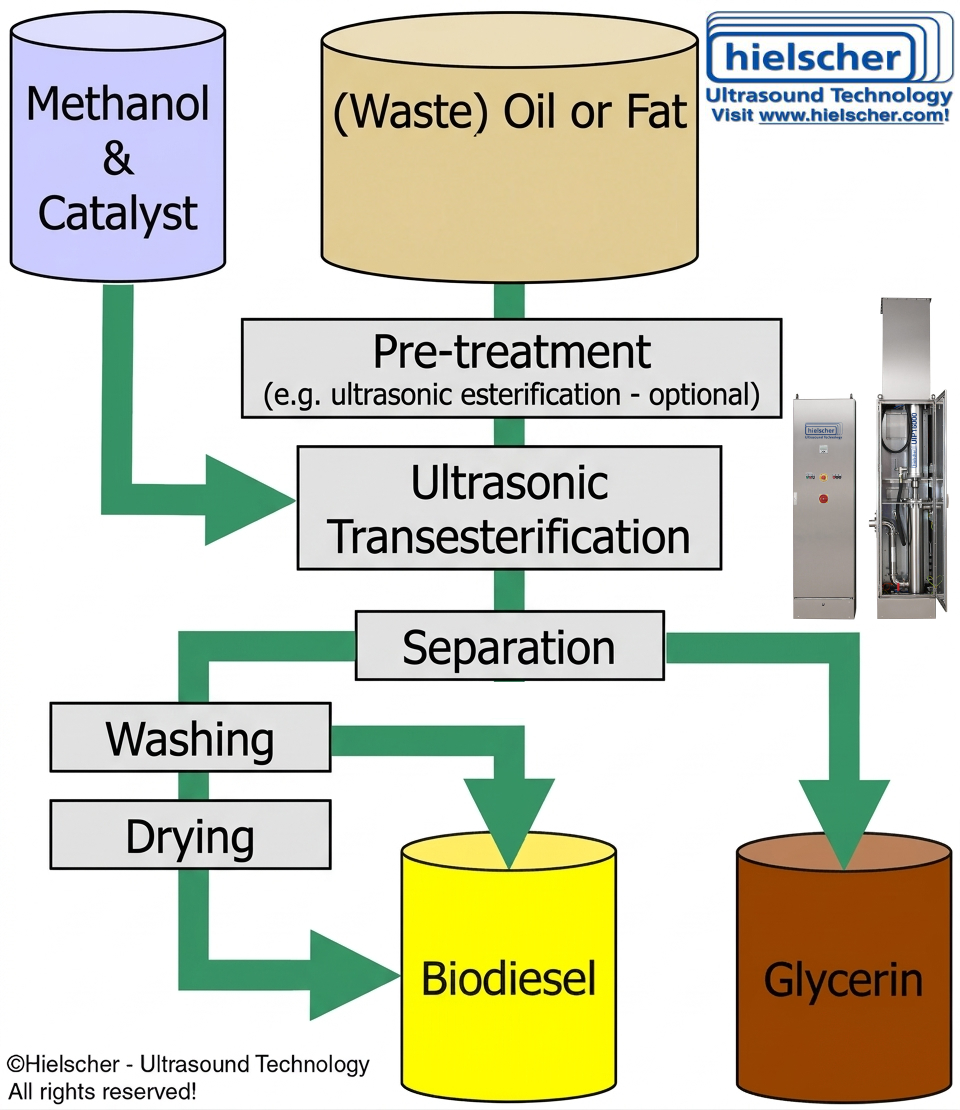
Prozessdiagramm der ultraschallverbesserten Biodieselverarbeitung
Ein praktischer Weg zur Prozessintensivierung
Bei der Umsetzung müssen zwar noch das Design der Anlage, die Leistungsdichte des Ultraschalls, die Verweilzeit, die Reaktorgeometrie und die Scale-up-Strategie berücksichtigt werden, aber die zugrunde liegende Möglichkeit ist klar. Die Ultraschallbehandlung verbessert einen der schwächsten Punkte der konventionellen säurekatalysierten Veresterung: die unzureichende Phaseninteraktion. Indem sie die Reaktion schneller und effizienter macht, trägt Ultraschall dazu bei, den Wert schwieriger Lipid-Rohstoffe zu erschließen, die ansonsten teuer oder schwierig zu verarbeiten wären.
Für Unternehmen in den Bereichen Biodiesel, Oleochemie, biobasierte Schmierstoffe und erneuerbare Kraftstoffe ist dies eine Entwicklung, die man genau beobachten sollte. Da die Gewinnspannen knapp bleiben und die Qualität der Rohstoffe immer mehr schwankt, werden Technologien, die die Reaktionsleistung steigern, ohne die Chemie zu verkomplizieren, immer attraktiver. Die durch Sonikation unterstützte säurekatalysierte Veresterung von FFAs ist ein praktischer Weg zu höherer Effizienz, größerer Flexibilität bei den Rohstoffen und stärkerer industrieller Wettbewerbsfähigkeit.
Hielscher Sonicators unterstützen skalierbare und nachrüstungsfreundliche FFA-Veresterung
 Hielscher-Sonicatoren bieten klare Vorteile für die FFA-Veresterung, wo immer es auf zuverlässige Prozessintensivierung und industrielle Praktikabilität ankommt. Die präzise Steuerung von Amplitude, Energieeintrag, Temperaturbedingungen und Verarbeitungsparametern ermöglicht es dem Bediener, die Veresterungsleistung mit einem hohen Maß an Wiederholbarkeit zu optimieren, was für eine konsistente FFA-Reduktion bei unterschiedlichen Rohstoffqualitäten entscheidend ist.
Hielscher-Sonicatoren bieten klare Vorteile für die FFA-Veresterung, wo immer es auf zuverlässige Prozessintensivierung und industrielle Praktikabilität ankommt. Die präzise Steuerung von Amplitude, Energieeintrag, Temperaturbedingungen und Verarbeitungsparametern ermöglicht es dem Bediener, die Veresterungsleistung mit einem hohen Maß an Wiederholbarkeit zu optimieren, was für eine konsistente FFA-Reduktion bei unterschiedlichen Rohstoffqualitäten entscheidend ist.
Gleichzeitig sind die Systeme von Hielscher für den robusten industriellen Einsatz konzipiert und damit für den Dauerbetrieb in anspruchsvollen Produktionsumgebungen bestens geeignet. Ein weiterer großer Vorteil ist ihre lineare Skalierbarkeit: Prozessparameter, die im Labor-, Prüfstands- oder Pilotmaßstab entwickelt wurden, können mit vorhersagbaren Ergebnissen auf die industrielle Produktion übertragen werden, was die Implementierung von kleinen Chargen bis hin zu praktisch jedem Durchsatzvolumen ermöglicht.
Darüber hinaus können Hielscher Ultraschallreaktoren mit vergleichsweise geringem Aufwand integriert werden, was sie zu einer attraktiven Option sowohl für neue Prozesslinien als auch für die Nachrüstung bestehender Anlagen für Biodiesel, Oleochemie oder erneuerbare Kraftstoffe macht, die ihre Veresterungseffizienz verbessern wollen, ohne die gesamte Anlage umzugestalten. Hielscher-Sonicatoren sind für den wartungsarmen 24/7-Hochleistungsbetrieb ausgelegt, was sie zu einer hervorragenden Wahl für die Verbesserung der säurekatalysierten FFA-Veresterung in industriellen Produktionsumgebungen macht.
Die nachstehende Tabelle gibt Ihnen einen Hinweis auf die ungefähre Verarbeitungskapazität von Hielscher-Sonicatoren:
| Batch-Volumen | Durchfluss | Empfohlenes Ultraschallgerät |
|---|---|---|
| 10 bis 2000ml | 20 bis 400ml/min | UP200Ht, UP400St |
| 0.1 bis 20l | 0,2 bis 4l/min | UIP2000hdT |
| 10 bis 100l | 2 bis 10l/min | UIP4000hdT |
| 15 bis 150 Liter | 3 bis 15 l/min | UIP6000hdT |
| n.a. | 10 bis 100l/min | UIP16000hdT |
| n.a. | größere | Cluster aus UIP16000hdT |
Allgemeines Protokoll für die ultraschallunterstützte säurekatalysierte Veresterung
Reagenzien und Materialien
Freie Fettsäuren (FFAs): Das Substrat (z. B. Ölsäure, Linolsäure oder stark saures Öl).
Alkohol: Typischerweise Methanol (wird im Überschuss verwendet, um das Gleichgewicht in Richtung Esterproduktion zu lenken).
Saurer Katalysator:
- Homogen: Üblicherweise wird Schwefelsäure (H2SO4) verwendet.
- Heterogen: Feste saure Katalysatoren wie Wolframdisulfid (WS2) oder andere sulfonierte Materialien.
Equipment: Sondensonicator-Typ
Schritt-für-Schritt-Verfahren
- Herstellung des Gemischs: Mischen Sie die freien Fettsäuren mit dem Alkohol (Methanol). Ein übliches molares Verhältnis ist oft deutlich höher als 1:1 (z. B. 1:6 oder 1:12), um eine vollständige Umsetzung zu gewährleisten.
- Zugabe von Katalysator: Geben Sie den Säurekatalysator in das Gemisch. Bei Verwendung eines homogenen Katalysators wie Schwefelsäure wird dieser direkt dem FFA-Methanol-Gemisch zugesetzt.
- Sonication:
Beschallen Sie das Gemisch mit dem Sonotrodensonicator.
Arbeitsmechanismus: Ultraschall mit hoher Intensität erzeugt akustische Kavitation, die Mikrostrahlen und hohen lokalen Druck/Temperatur erzeugt. Diese Kavitationseffekte verringern die Tröpfchen-/Partikelgröße und vergrößern so die Oberfläche für die Reaktion. Gleichzeitig verbessert die intensive Ultraschalldurchmischung den Stoffaustausch. – signifikante Beschleunigung der Veresterungsgeschwindigkeit durch Verringerung des Stoffübergangswiderstands zwischen der Methanol- und der Fettsäurephase.
Parameter der Beschallung: Die spezifische Dauer (z. B. Minuten bis eine Stunde) und die Leistungsintensität (W/mL) sollten für die spezifische Säure/Fettsäure-Kombination optimiert werden. - Überwachung der Reaktion: Der Reaktionsfortschritt wird in der Regel durch Messung der Säurezahl (AV) oder durch Gaschromatographie (GC) überwacht, um die Konzentration der erzeugten Fettsäuremethylester (FAME) zu bestimmen.
- Post-Reaktions-Verarbeitung:
Bei homogenen Katalysatoren: Neutralisieren Sie den Säurekatalysator (z. B. mit einer Base wie Natriumcarbonat) und trennen Sie die Esterphase durch Waschen oder Zentrifugieren von der Glycerin-/Methanolphase.
Bei heterogenen Katalysatoren: Filtern Sie den Katalysator aus dem Reaktionsgemisch für eine mögliche Wiederverwendung.
Design, Herstellung und Beratung – Qualität Made in Germany
Hielscher Ultraschallgeräte sind bekannt für höchste Qualität und Designstandards. Robustheit und einfache Bedienung ermöglichen die problemlose Integration unserer Ultraschallgeräte in industrielle Anlagen. Raue Bedingungen und anspruchsvolle Umgebungen sind für Hielscher Ultraschallgeräte kein Problem.
Hielscher Ultrasonics ist ein ISO-zertifiziertes Unternehmen und legt großen Wert darauf, Hochleistungs-Ultraschallgeräte zu entwickeln und zu produzieren, die sich durch modernste Technik und Benutzerfreundlichkeit auszeichnen. Selbstverständlich sind Hielscher Sonicators CE-konform und erfüllen die Anforderungen von UL, CSA und RoHs.

Das Mischen mit Ultraschall übertrifft mechanische Rührwerke in ihrer Effizienz.
Häufig gestellte Fragen
Was ist FFA in der Ölindustrie?
In der Ölindustrie steht der Begriff FFA für freie Fettsäuren. Dabei handelt es sich um Fettsäuren, die nicht als Triglyceride gebunden sind und in Ölen und Fetten infolge von Hydrolyse, Abbau, schlechten Lagerbedingungen oder thermischer und chemischer Belastung auftreten. Der FFA-Gehalt ist ein wichtiger Qualitätsparameter, da er den Grad des Abbaus des Rohmaterials anzeigt und die weitere Verarbeitung stark beeinflusst.
Warum sind hohe FFA-Werte bei der Biodiesel- und oleochemischen Produktion problematisch?
Hohe FFA-Gehalte sind bei der Herstellung von Biodiesel und oleochemischen Produkten problematisch, da sie die effiziente Umwandlung und die Produktqualität beeinträchtigen. Bei der Biodieselverarbeitung, insbesondere unter alkalischen Umesterungsbedingungen, reagieren FFAs mit basischen Katalysatoren wie Natriumhydroxid oder Kaliumhydroxid und bilden Seife. Dies führt zu Katalysatorverlusten, Emulsionsbildung, erschwerter Phasentrennung, verminderter Esterausbeute und höherem Aufwand bei der nachgeschalteten Reinigung. In der oleochemischen Produktion kann ein hoher FFA-Gehalt auch die Reaktionsselektivität beeinträchtigen, das Korrosionsrisiko erhöhen, die Raffination erschweren und die Prozesseffizienz verringern.
Was bedeutet Verseifung?
Verseifung ist die chemische Reaktion einer Fettsäure oder eines Triglycerids mit einer Lauge, die zur Bildung von Seife führt. Bei der Biodieselherstellung bezieht sich die Verseifung in der Regel auf die unerwünschte Nebenreaktion, bei der freie Fettsäuren mit alkalischen Katalysatoren unter Bildung von Seife und Wasser reagieren. Diese Nebenreaktion verbraucht Katalysator und macht den Prozess weniger effizient.
Literatur / Literaturhinweise
- Naeem, Marwa; Al-Sakkari, Eslam; Boffito, D; Rene, Eldon; Gadalla, Mamdouh; Ashour, Fatma (2023): Single-stage waste oil conversion into biodiesel via sonication over bio-based bifunctional catalyst: Optimization, preliminary techno-economic and environmental analysis. Fuel, 2023.
- Cristiane B. Hobuss, Dalila Venzke, Bruna S. Pacheco, Alexander O. Souza, Marco A.Z. Santos, Sidnei Moura, Frank H. Quina, Karina G. Fiametti, J. Vladimir Oliveira, Claudio M.P. Pereira (2012): Ultrasound-assisted synthesis of aliphatic acid esters at room temperature. Ultrasonics Sonochemistry, Volume 19, Issue 3, 2012. 387-389.
- Susana Nieto, Rocio Villa, Antonio Donaire, Pedro Lozano (2021): Ultrasound-assisted enzymatic synthesis of xylitol fatty acid esters in solvent-free conditions. Ultrasonics Sonochemistry, Volume 75, 2021.

- hoher Wirkungsgrad
- Modernste Technik
- Zuverlässigkeit & Robustheit
- einstellbare, präzise Prozesskontrolle
- Batch & Inline
- für jedes Volumen
- intelligente Software
- intelligente Funktionen (z. B. programmierbar, Datenprotokollierung, Fernsteuerung)
- einfach und sicher zu bedienen
- Geringer Wartungsaufwand
- CIP (Clean-in-Place)
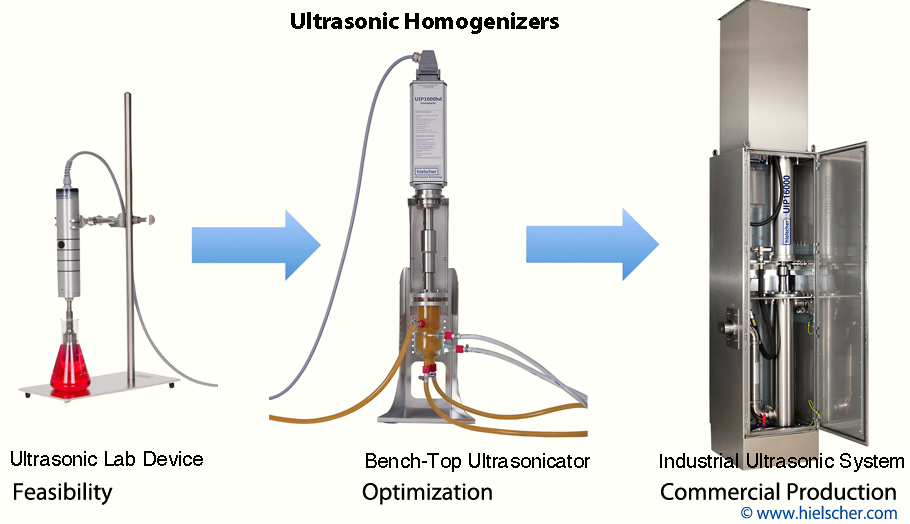
Hielscher Ultrasonics fertigt Hochleistungs-Ultraschall-Homogenisatoren vom Labor bis zum voll-kommerziellen Industriemaßstab.