Trattamento delle proteine a ultrasuoni per alimenti e integratori nutrizionali
La sonicazione è una potente tecnologia di processo per migliorare la funzionalità, la disperdibilità, la solubilità e la stabilità delle proteine utilizzate negli alimenti e negli integratori alimentari. Dalle proteine vegetali come quelle di avena, pisello, soia, canapa e riso alle proteine lattiero-casearie e alle formulazioni miste, gli ultrasuoni ad alta intensità aiutano i produttori a ottimizzare i sistemi proteici per migliorare il comportamento di lavorazione e le prestazioni del prodotto.
Nella lavorazione delle proteine, gli ultrasuoni sono più di un ausilio alla miscelazione. Una sonicazione adeguatamente controllata può ridurre le dimensioni delle particelle, migliorare l'idratazione e la dispersione, aumentare la frazione proteica disciolta e migliorare la stabilità della sospensione. Questi effetti sono particolarmente importanti per le bevande pronte da bere, i concentrati di proteine, gli alimenti arricchiti e le formulazioni di integratori in polvere. In uno studio pubblicato nel 2025 (Höhme-Matthes et al.) sulla lavorazione ad ultrasuoni delle proteine dell'avena, gli ultrasuoni hanno aumentato la quantità disciolta di concentrato proteico di avena e diminuito l'instabilità della sospensione all'aumentare della densità energetica.
Perché il trattamento delle proteine a ultrasuoni è importante
I produttori di alimenti e integratori si trovano spesso ad affrontare problemi quali scarsa bagnatura, idratazione incompleta, sedimentazione, elevata viscosità, sospensioni instabili e funzionalità incoerente. Questi problemi diventano ancora più importanti nelle formulazioni ad alto contenuto proteico, a base vegetale e con etichetta pulita.
Gli ultrasuoni ad alta intensità e bassa frequenza generano cavitazione acustica nei liquidi. L'implosione di bolle microscopiche crea forze di taglio localizzate, turbolenza e micro-miscelazione. Nei sistemi proteici, questi effetti possono rompere gli agglomerati, ridurre le dimensioni delle particelle, migliorare il trasferimento di massa e modificare l'organizzazione fisica delle sospensioni ricche di proteine. Il risultato è un sistema proteico più facile da lavorare e spesso più performante nel prodotto finito.

Omogeneizzatore ad ultrasuoni per alimenti UIP16000 per la lavorazione industriale delle proteine per aumentare i rendimenti e migliorare le funzionalità
Come la sonicazione migliora la lavorazione delle proteine nell'industria alimentare
- Migliore dispersione e idratazione
Le polveri proteiche spesso si idratano in modo non uniforme e formano agglomerati. La sonicazione aiuta a deagglomerare le particelle e favorisce una bagnatura più uniforme, che può ridurre i tempi di idratazione e migliorare la gestione a valle. - Riduzione delle dimensioni delle particelle
La riduzione delle dimensioni delle particelle è spesso associata a un sapore più morbido in bocca, a un migliore comportamento della sospensione e a un migliore accesso dell'acqua alle superfici delle proteine. Il documento sulle proteine dell'avena conclude specificamente che gli ultrasuoni sono utili per la lavorazione delle proteine vegetali su scala industriale per quanto riguarda la riduzione delle dimensioni delle particelle. - Maggiore solubilità delle proteine
La sonicazione può aumentare la frazione disciolta delle proteine e migliorare la solubilità apparente in sistemi difficili. Nello studio sulle proteine dell'avena, gli autori riferiscono che gli ultrasuoni hanno aumentato la quantità disciolta di proteine concentrate dell'avena, con una solubilità già circa tre volte superiore a una densità di energia di 200 J/mL. - Stabilità delle sospensioni migliorata
Migliorando la dispersione e riducendo le frazioni di particelle non disciolte, gli ultrasuoni aiutano a ridurre la sedimentazione e la separazione di fase. L'articolo caricato riporta che l'ultrasuono ha ridotto l'instabilità delle sospensioni di concentrato proteico di avena e che il trattamento continuo con celle a flusso ha migliorato notevolmente la stabilità della sospensione a parità di densità energetica.
Il trattamento a ultrasuoni favorisce effetti quali la rapida idratazione dei semi, la sonorizzazione delle pareti cellulari e il miglioramento del trasferimento di massa, rendendolo un metodo efficace per la preparazione dei semi, la lavorazione degli alimenti e le applicazioni di estrazione. Quando le bolle di cavitazione collassano vicino alla superficie del seme, creano microgetti e forze di taglio che aprono microcanali nel mantello del seme, consentendo all'acqua e ai soluti di penetrare in modo più efficiente. La lavorazione a ultrasuoni è ampiamente utilizzata nei settori della scienza alimentare, dell'agricoltura, della biotecnologia e della produzione di ingredienti a base vegetale.
Il trattamento a ultrasuoni favorisce effetti quali la rapida idratazione dei semi, la sonorizzazione delle pareti cellulari e il miglioramento del trasferimento di massa, rendendolo un metodo efficace per la preparazione dei semi, la lavorazione degli alimenti e le applicazioni di estrazione. Quando le bolle di cavitazione collassano vicino alla superficie del seme, creano microgetti e forze di taglio che aprono microcanali nel mantello del seme, consentendo all'acqua e ai soluti di penetrare in modo più efficiente. La lavorazione a ultrasuoni è ampiamente utilizzata nei settori della scienza alimentare, dell'agricoltura, della biotecnologia e della produzione di ingredienti a base vegetale.
Esempio: Trattamento delle proteine dell'avena con i sonicatori Hielscher
Uno studio del 2025 sulla lavorazione del concentrato proteico di avena ha caratterizzato sia l'ultrasuonazione in batch che quella in celle a flusso utilizzando le apparecchiature Hielscher. Per gli esperimenti i ricercatori hanno utilizzato un Hielscher UIP1500hdT e un Hielscher UP200St. Hanno scoperto che gli ultrasuoni aumentano la quantità disciolta di concentrato proteico di avena e riducono l'instabilità della sospensione con l'aumento della densità di energia. Inoltre, hanno scoperto che la sonicazione a celle di flusso consentiva una maggiore produttività e offriva una rilevanza industriale rispetto alla comune progettazione a lotti.
Lo studio conclude inoltre che gli ultrasuoni sono uno strumento utile nelle applicazioni di processo su scala industriale per i concentrati di proteine vegetali. Lo studio evidenzia una migliore riduzione delle dimensioni delle particelle, una migliore stabilità delle sospensioni e l'importanza della sonicazione continua nelle configurazioni a celle di flusso per l'efficienza e la scalabilità del processo.
Esempio: Funzionalità migliorata della proteina di pisello grazie alla sonicazione
La lavorazione a ultrasuoni offre diversi vantaggi evidenti per i sistemi di proteine di pisello: migliora la disperdibilità e la solubilità rompendo gli aggregati e riducendo le dimensioni delle particelle, il che può rafforzare le prestazioni funzionali negli alimenti senza danneggiare la digeribilità o la bioaccessibilità delle proteine. Nelle formulazioni contenenti fibre, gli ultrasuoni possono anche promuovere la formazione di un'utile rete proteico-fibrosa e, a seconda del tipo di fibra, aumentare la viscosità e la capacità di costruire la texture. Nelle alternative di yogurt fermentato a base di proteine di pisello, gli ultrasuoni hanno ulteriormente migliorato la qualità del prodotto, riducendo i principali composti off-flavour, come l'esanale e il 2-pentilfurano, e aumentando i composti dall'aroma simile a quello dello yogurt, come il diacetile e l'acetoina, rendendoli un promettente strumento clean-label per il miglioramento della funzionalità e della sensorialità.
(cfr. Kalla-Berthold et al., 2023; Matysek et al., 2024)
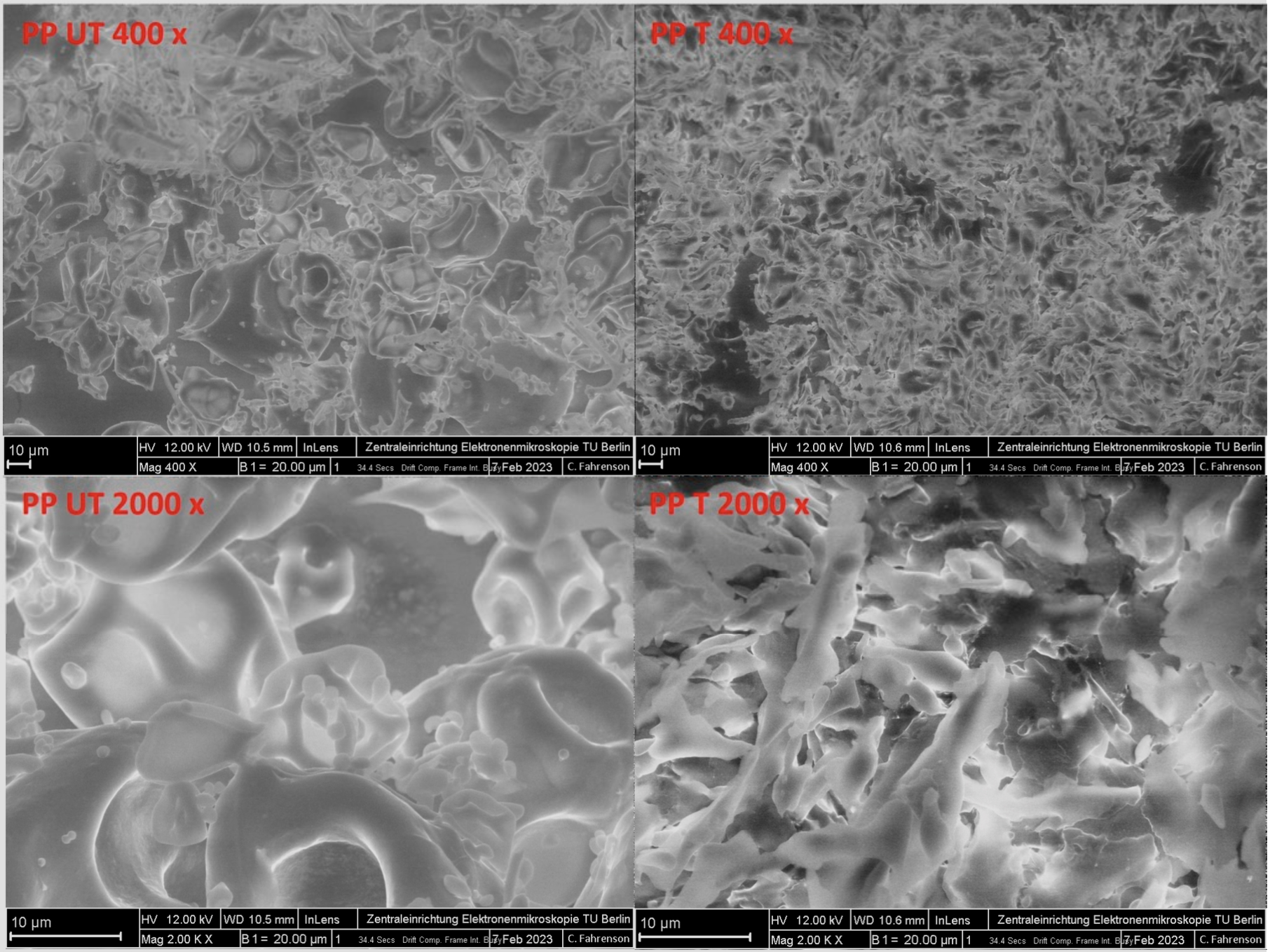
Immagini FE-SEM (ingrandimenti 400x e 2000x, barra di scala: 10 µm) di campioni non trattati (UT) e di campioni non trattati (UT).
campioni di proteine di pisello (PP) trattati con ultrasuoni (T).
Studio e immagine: ©Kalla-Berthold et al., 2023

Sonicator UIP4000hdT per l'estrazione e la modifica ad alto rendimento di proteine di origine vegetale
Esempio: Vantaggi delle proteine di canapa trattate con ultrasuoni
L'estrazione ad ultrasuoni delle proteine della canapa offre diversi vantaggi degni di nota, soprattutto per valorizzare gli scarti dei semi di canapa sgrassati in ingredienti di maggior valore. Nello studio caricato, l'estrazione assistita da ultrasuoni ha migliorato il recupero complessivo delle proteine e la purezza rispetto all'estrazione convenzionale, con il miglior processo combinato che ha raggiunto circa il 62% di recupero delle proteine e circa il 76% di purezza se abbinato a un pretrattamento HPP. Inoltre, ha migliorato l'estrazione degli aminoacidi negli isolati, suggerendo una migliore resa nutrizionale, evitando al tempo stesso danni visibili ai modelli di bande proteiche sulla SDS-PAGE. Nel complesso, i risultati supportano gli ultrasuoni come approccio di estrazione più ecologico ed efficiente che può ridurre l'intensità di lavorazione e aiutare a trasformare i sottoprodotti della canapa in utili ingredienti proteici alimentari e nutraceutici.
(cfr. Cabral et al. 2023)
Esempio: Estrazione a ultrasuoni di idrolizzato proteico dalla crusca di riso
 L'estrazione con ultrasuoni dell'idrolizzato proteico di riso offre chiari vantaggi funzionali, in quanto gli ultrasuoni migliorano il rilascio di proteine dalla crusca di riso disgregando le strutture cellulari e migliorando il trasferimento di massa, rendendo l'estrazione più efficiente rispetto agli approcci convenzionali. Nello studio, l'estrazione è stata ottimizzata con un rapporto solido/liquido di 0,43, un'ampiezza del 48,25% e 29,89 minuti; inoltre, l'idrolisi enzimatica assistita da ultrasuoni ha favorito la generazione di idrolizzati con una forte bioattività, tra cui un'elevata attività ACE-inibitoria e un potenziale antiossidante. Gli autori concludono che gli ultrasuoni sono una tecnica efficace non solo per l'estrazione delle proteine, ma anche per accelerare l'idrolisi enzimatica, aiutando a convertire la crusca di riso in ingredienti proteici bioattivi di maggior valore.
L'estrazione con ultrasuoni dell'idrolizzato proteico di riso offre chiari vantaggi funzionali, in quanto gli ultrasuoni migliorano il rilascio di proteine dalla crusca di riso disgregando le strutture cellulari e migliorando il trasferimento di massa, rendendo l'estrazione più efficiente rispetto agli approcci convenzionali. Nello studio, l'estrazione è stata ottimizzata con un rapporto solido/liquido di 0,43, un'ampiezza del 48,25% e 29,89 minuti; inoltre, l'idrolisi enzimatica assistita da ultrasuoni ha favorito la generazione di idrolizzati con una forte bioattività, tra cui un'elevata attività ACE-inibitoria e un potenziale antiossidante. Gli autori concludono che gli ultrasuoni sono una tecnica efficace non solo per l'estrazione delle proteine, ma anche per accelerare l'idrolisi enzimatica, aiutando a convertire la crusca di riso in ingredienti proteici bioattivi di maggior valore.
(cfr. Hayta et al., 2020)
Vantaggi per i produttori di alimenti e integratori
- Migliore qualità del prodotto
La sonicazione può favorire una consistenza e un sapore più morbidi nei prodotti proteici liquidi, una maggiore omogeneità nelle sospensioni e nelle premiscele, una sedimentazione meno visibile nelle bevande proteiche e prestazioni funzionali più costanti tra i vari lotti. - Elaborazione più efficiente
Gli ultrasuoni possono intensificare la lavorazione accelerando la dispersione e l'idratazione e consentendo un trattamento continuo in linea. Lo studio sulle proteine dell'avena riporta che il design a celle di flusso consente densità più elevate nonostante un'alta produttività di massa e può quindi supportare un'efficienza più elevata e una maggiore rilevanza industriale rispetto a un comune design a lotti. - Maggiore flessibilità di formulazione
La sonicazione è utile per le formulazioni di proteine vegetali, le bevande RTD ad alto contenuto proteico, le basi per integratori e i processi a monte dell'omogeneizzazione, dell'idrolisi o dell'essiccazione. Il documento sottolinea l'importanza delle bevande a base vegetale, degli impasti e delle successive fasi di idrolisi. - Migliore potenziale di scalabilità
I parametri di sonicazione definiti, come ampiezza, intensità, densità di energia, tempo di residenza e contropressione, supportano il trasferimento del processo dal laboratorio alla produzione pilota e industriale. Lo studio caricato pone particolare enfasi su questi parametri per la progettazione di processi continui scalabili.

Sonicatore industriale UIP6000hdT (6kW) per il trattamento in linea di sospensioni proteiche
Perché l'uso dei sonicatori Hielscher porta vantaggi
I sonicatori Hielscher sono interessanti per la lavorazione delle proteine perché consentono un trattamento a ultrasuoni controllato e riproducibile. Per i produttori, il vero vantaggio non è solo generare cavitazione, ma generarla in condizioni definite e scalabili.
- Parametri di sonicazione controllati
I sistemi Hielscher utilizzati nello studio hanno permesso ai ricercatori di lavorare con ampiezze, intensità e densità di energia definite sia in modalità batch che in modalità flow-cell. Ciò supporta lo sviluppo sistematico del processo e la sua scalabilità. - Capacità di batch e di cella a flusso
I produttori possono valutare la sonicazione in batch e poi passare al trattamento continuo in linea. Il documento caricato dimostra che la sonicazione continua a celle di flusso può superare il trattamento in batch per quanto riguarda la stabilità della sospensione e la rilevanza industriale. - Progettazione del processo per la produzione industriale
Lo studio dimostra che la contropressione, il tempo di residenza e il flusso di massa sono variabili importanti nella sonicazione continua. Questo è importante per i produttori, perché rende il trattamento a ultrasuoni un vero e proprio strumento di ingegneria di processo e non solo una tecnica di laboratorio. - Supporto per sistemi proteici difficili
Il documento sottolinea che la personalizzazione delle proprietà del prodotto, come la dimensione delle particelle, la stabilità della sospensione, la solubilità e la viscosità, è di grande importanza per le sospensioni a base vegetale. Il documento sottolinea inoltre che i sonicatori hanno un ingombro ridotto, possono gestire alte concentrazioni di solidi e offrono una combinazione unica di effetti fisici e chimici.
Applicazioni tipiche
La lavorazione ad ultrasuoni delle proteine è importante per
- bevande proteiche vegetali a base di avena, piselli, soia, riso, fagioli o miscele;
- bevande a base di latte e bevande non a base di latte arricchite di proteine;
- sospensioni di integratori alimentari e shot liquidi;
- dispersioni proteiche prima dell'omogeneizzazione o dell'emulsione;
- e premiscele per l'essiccazione a spruzzo o l'ulteriore funzionalizzazione.
Gli ultrasuoni come tecnologia scalabile per l'elaborazione delle proteine
 La sonicazione aiuta i produttori di alimenti e integratori a migliorare la funzionalità delle proteine laddove la sola miscelazione convenzionale raggiunge spesso i suoi limiti. Intensificando la dispersione, riducendo le dimensioni delle particelle, aumentando le frazioni di proteine disciolte e stabilizzando le sospensioni, gli ultrasuoni possono offrire vantaggi misurabili nella qualità del prodotto e nell'efficienza del processo. Lo studio caricato supporta questa posizione per i concentrati proteici di avena e indica che la sonicazione a flusso continuo è particolarmente promettente per la lavorazione industriale.
La sonicazione aiuta i produttori di alimenti e integratori a migliorare la funzionalità delle proteine laddove la sola miscelazione convenzionale raggiunge spesso i suoi limiti. Intensificando la dispersione, riducendo le dimensioni delle particelle, aumentando le frazioni di proteine disciolte e stabilizzando le sospensioni, gli ultrasuoni possono offrire vantaggi misurabili nella qualità del prodotto e nell'efficienza del processo. Lo studio caricato supporta questa posizione per i concentrati proteici di avena e indica che la sonicazione a flusso continuo è particolarmente promettente per la lavorazione industriale.
I sonicatori Hielscher offrono un percorso pratico dalla fattibilità in laboratorio all'implementazione industriale. Il loro utilizzo nei lavori pubblicati sulla lavorazione delle proteine, tra cui lo studio sulla proteina d'avena caricata, mostra come il trattamento a ultrasuoni possa essere sviluppato in una fase di produzione controllata e scalabile per i produttori di alimenti e integratori alimentari.
La tabella seguente fornisce un'indicazione della capacità di lavorazione approssimativa dei nostri ultrasonori:
| Volume di batch | Portata | Dispositivi raccomandati |
|---|---|---|
| 1 - 500mL | 10 - 200mL/min | UP100H |
| 10 - 2000mL | 20 - 400mL/min | UP200Ht, UP400St |
| 0,1 - 20L | 0,2 - 4L/min | UIP2000hdT |
| 10 - 100L | 2 - 10L/min | UIP4000hdT |
| Da 15 a 150L | Da 3 a 15L/min | UIP6000hdT |
| n.a. | 10 - 100L/min | UIP16000hdT |
| n.a. | più grande | cluster di UIP16000hdT |
Progettazione, produzione e consulenza – Qualità Made in Germany
Gli ultrasuoni Hielscher sono noti per i loro elevati standard di qualità e design. La robustezza e la facilità d'uso consentono un'agevole integrazione dei nostri ultrasuoni negli impianti industriali. Gli ultrasuonatori Hielscher sono in grado di gestire facilmente condizioni difficili e ambienti impegnativi.
Hielscher Ultrasonics è un'azienda certificata ISO e pone particolare enfasi sugli ultrasuonatori ad alte prestazioni, caratterizzati da tecnologia all'avanguardia e facilità d'uso. Naturalmente, gli ultrasuoni Hielscher sono conformi alla normativa CE e soddisfano i requisiti UL, CSA e RoH.

Hielscher Ultrasonics produce omogeneizzatori a ultrasuoni ad alte prestazioni per applicazioni di miscelazione, dispersione, emulsione ed estrazione su scala di laboratorio, pilota e industriale.
Domande frequenti
Qual è la differenza tra le proteine di origine vegetale e quelle di origine animale?
Le proteine di origine vegetale e animale differiscono principalmente per il profilo aminoacidico, la digeribilità e la matrice alimentare associata. Le proteine animali sono generalmente considerate proteine complete perché forniscono tutti gli aminoacidi essenziali in proporzioni che corrispondono perfettamente al fabbisogno umano e sono spesso altamente digeribili. Molte proteine vegetali hanno un contenuto inferiore di uno o più aminoacidi essenziali, come la lisina nei cereali o la metionina nei legumi, e possono essere meno digeribili a causa di fibre, polifenoli o fattori antinutrizionali. Dal punto di vista nutrizionale, tuttavia, le proteine vegetali sono ancora in grado di soddisfare pienamente il fabbisogno umano se consumate in quantità sufficiente e con fonti complementari.
Quali qualità dovrebbero offrire le proteine di origine vegetale come additivo alimentare?
Come additivi alimentari, le proteine di origine vegetale devono offrire qualità nutrizionali e funzionali. Devono avere un buon equilibrio di aminoacidi essenziali, un'elevata digeribilità, bassi livelli di composti antinutrizionali e un buon controllo della sicurezza e degli allergeni. Dal punto di vista tecnologico, devono garantire proprietà utili come solubilità, emulsionabilità, schiumosità, gelificazione, legame con l'acqua, stabilità al calore, sapore e colore neutri o accettabili, in modo da poter essere incorporate negli alimenti senza danneggiare la consistenza o la qualità sensoriale.
Che cos'è la proteina isolata?
Un isolato proteico è un ingrediente proteico raffinato in cui la maggior parte dei componenti non proteici, come grassi, amido e fibre, sono stati rimossi, lasciando un'alta concentrazione di proteine, spesso superiore all'80-90% su base secca. Gli isolati proteici sono prodotti per fornire proteine concentrate con una migliore funzionalità e una composizione più prevedibile per uso alimentare, nutrizionale o industriale.
Che cos'è la proteina idrolizzata?
Le proteine idrolizzate sono proteine parzialmente scomposte in peptidi più piccoli e aminoacidi liberi mediante trattamento enzimatico, acido o talvolta termico. Questo processo aumenta la digeribilità e spesso modifica le proprietà funzionali come la solubilità, il comportamento emulsionante e la bioattività. In alcuni casi, le proteine idrolizzate contengono anche peptidi con effetti biologici specifici, come l'attività antiossidante o ACE-inibitoria.
Letteratura / Riferimenti
- Höhme-Matthes, L., A.Krause, F. Schulnies, S. Kleinschmidt, T. Kleinschmidt (2025): Characterization of Batch and Flow Cell Ultrasonication in the Processing of Oat Protein Concentrates to Obtain Higher Efficiency and Scalability. Journal of Food Process Engineering 48, no. 6: e70164.
- Cabral, E.M.; Zhu, X.; Garcia-Vaquero, M.; Pérez-Vila, S.; Tang, J.; Gómez-Mascaraque, L.G.; Poojary, M.M.; Curtin, J.; Tiwari, B.K. (2023): Recovery of Protein from Industrial Hemp Waste (Cannabis sativa, L.) Using High-Pressure Processing and Ultrasound Technologies. Foods 2023, 12, 2883.
- Hayta, M., Benli, B., İşçimen, E.M. et al. (2020): Optimization of antihypertensive and antioxidant hydrolysate extraction from rice bran proteins using ultrasound assisted enzymatic hydrolysis. Journal of Food Measurement and Characterization 14, 2020. 2578–2589.
- Antonio J. Vela, Marina Villanueva, Ángela García Solaesa, Felicidad Ronda (2021): Impact of high-intensity ultrasound waves on structural, functional, thermal and rheological properties of rice flour and its biopolymers structural features. Food Hydrocolloids, Volume 113, 2021.
- Kalla-Bertholdt, A.-M.; Baier, A.K.; Rauh, C. (2023): Influence of High-Intensity Ultrasound on Characteristics and Bioaccessibility of Pea Protein in Fiber-Enriched Suspensions. Foods 2023, 12, 3160.
- Julia Matysek, Anne Baier, Ann-Marie Kalla-Bertholdt, Sandra Grebenteuch, Sascha Rohn, Cornelia Rauh (2024): Effect of ultrasound and fibre enrichment on aroma profile and texture characteristics of pea protein-based yoghurt alternatives. Innovative Food Science & Emerging Technologies, Volume 93, 2024.

Sonicator UIP4000hdT per l'estrazione e la modifica ad alto rendimento di proteine di origine vegetale
- Alta efficienza
- Tecnologia all'avanguardia
- affidabilità & robustezza
- controllo di processo regolabile e preciso
- lotto & in linea
- per qualsiasi volume
- software intelligente
- funzioni intelligenti (ad esempio, programmabili, protocollo dati, controllo remoto)
- Facile e sicuro da usare
- Bassa manutenzione
- CIP (clean-in-place)

Hielscher Ultrasonics produce omogeneizzatori a ultrasuoni ad alte prestazioni da laboratorio a dimensioni industriali.