Ultradźwiękowa obróbka białek dla żywności i suplementów diety
Sonikacja jest potężną technologią procesową służącą do poprawy funkcjonalności, dyspergowalności, rozpuszczalności i stabilności białek stosowanych w żywności i suplementach diety. Od białek roślinnych, takich jak owies, groch, soja, konopie i ryż, po białka mleczne i preparaty mieszane, ultradźwięki o wysokiej intensywności pomagają producentom optymalizować systemy białkowe w celu lepszego przetwarzania i poprawy wydajności produktu.
W przetwarzaniu białek ultradźwięki są czymś więcej niż tylko środkiem wspomagającym mieszanie. Odpowiednio kontrolowana sonikacja może zmniejszyć wielkość cząstek, poprawić nawodnienie i dyspersję, zwiększyć rozpuszczoną frakcję białka i poprawić stabilność zawiesiny. Efekty te są szczególnie istotne w przypadku napojów gotowych do spożycia, koncentratów białkowych, żywności wzbogaconej i preparatów suplementów w proszku. W opublikowanym w 2025 r. badaniu (Höhme-Matthes i in.) badającym ultradźwiękowe przetwarzanie białka owsa, ultradźwięki zwiększyły rozpuszczoną ilość koncentratu białka owsa i zmniejszyły niestabilność zawiesiny wraz ze wzrostem gęstości energii.
Dlaczego ultradźwiękowe przetwarzanie białek ma znaczenie?
Producenci żywności i suplementów często stają przed wyzwaniami, takimi jak słabe zwilżanie, niepełne nawodnienie, sedymentacja, wysoka lepkość, niestabilne zawiesiny i niespójna funkcjonalność. Kwestie te stają się jeszcze ważniejsze w przypadku preparatów wysokobiałkowych, roślinnych i z czystą etykietą.
Ultradźwięki o wysokiej intensywności i niskiej częstotliwości generują kawitację akustyczną w cieczach. Implozja mikroskopijnych pęcherzyków tworzy zlokalizowane siły ścinające, turbulencje i mikromieszanie. W systemach białkowych efekty te mogą rozbijać aglomeraty, zmniejszać rozmiar cząstek, poprawiać przenoszenie masy i modyfikować fizyczną organizację zawiesin bogatych w białko. Rezultatem jest system białkowy, który jest łatwiejszy w przetwarzaniu i często lepiej sprawdza się w gotowym produkcie.

Ultradźwiękowy homogenizator żywności UIP16000 do przemysłowego przetwarzania białek w celu zwiększenia wydajności i poprawy funkcjonalności
Jak sonikacja usprawnia przetwarzanie białek w przemyśle spożywczym
- Lepsza dyspersja i nawilżenie
Proszki białkowe często nawadniają się nierównomiernie i tworzą aglomeraty. Sonikacja pomaga w deaglomeracji cząstek i promuje bardziej jednolite zwilżanie, co może skrócić czas nawadniania i usprawnić dalszą obsługę. - rozdrabiani komórek
Zmniejszony rozmiar cząstek jest często związany z gładszym odczuciem w ustach, lepszym zachowaniem zawiesiny i lepszym dostępem wody do powierzchni białka. W artykule dotyczącym białka owsa stwierdzono, że ultradźwięki są przydatne w przetwarzaniu białka roślinnego na skalę przemysłową w odniesieniu do zmniejszenia wielkości cząstek. - Wyższa rozpuszczalność białka
Sonikacja może zwiększyć rozpuszczoną frakcję białek i poprawić pozorną rozpuszczalność w trudnych systemach. W badaniu białka owsa autorzy donoszą, że ultradźwięki zwiększyły rozpuszczoną ilość koncentratu białka owsa, przy rozpuszczalności już około trzykrotnie wyższej przy gęstości energii 200 J / ml. - Zwiększona stabilność zawieszenia
Poprawiając dyspersję i redukując nierozpuszczone frakcje cząstek, ultradźwięki pomagają zmniejszyć sedymentację i separację faz. Przesłany artykuł informuje, że ultradźwięki zmniejszyły niestabilność zawiesin koncentratu białka owsa i że ciągła obróbka komórek przepływowych znacznie poprawiła stabilność zawiesiny przy tej samej gęstości energii.
Obróbka ultradźwiękowa promuje takie efekty, jak szybkie nawodnienie nasion, sonoporacja ścian komórkowych i zwiększony transfer masy, co czyni ją skuteczną metodą gruntowania nasion, przetwarzania żywności i zastosowań ekstrakcyjnych. Kiedy pęcherzyki kawitacyjne zapadają się w pobliżu powierzchni nasion, tworzą mikrostrumienie i siły ścinające, które otwierają mikrokanały w okrywie nasiennej - umożliwiając bardziej efektywne przenikanie wody i substancji rozpuszczonych. Przetwarzanie ultradźwiękowe jest szeroko stosowane w nauce o żywności, rolnictwie, biotechnologii i produkcji składników roślinnych.
Obróbka ultradźwiękowa promuje takie efekty, jak szybkie nawodnienie nasion, sonoporacja ścian komórkowych i zwiększony transfer masy, co czyni ją skuteczną metodą gruntowania nasion, przetwarzania żywności i zastosowań ekstrakcyjnych. Kiedy pęcherzyki kawitacyjne zapadają się w pobliżu powierzchni nasion, tworzą mikrostrumienie i siły ścinające, które otwierają mikrokanały w okrywie nasiennej - umożliwiając bardziej efektywne przenikanie wody i substancji rozpuszczonych. Przetwarzanie ultradźwiękowe jest szeroko stosowane w nauce o żywności, rolnictwie, biotechnologii i produkcji składników roślinnych.
Przykład: Przetwarzanie białka owsa za pomocą sonikatorów Hielscher
W badaniu 2025 dotyczącym przetwarzania koncentratu białka owsa scharakteryzowano zarówno ultradźwięki wsadowe, jak i przepływowe przy użyciu sprzętu firmy Hielscher. Naukowcy wykorzystali w swoich eksperymentach Hielscher UIP1500hdT i Hielscher UP200St. Okazało się, że ultradźwięki zwiększyły rozpuszczoną ilość koncentratu białka owsa, jednocześnie zmniejszając niestabilność zawiesiny wraz ze wzrostem gęstości energii. Stwierdzili również, że sonikacja komórek przepływowych umożliwiła wyższą przepustowość i zaoferowała znaczenie przemysłowe w porównaniu ze zwykłą konstrukcją wsadową.
W badaniu stwierdzono ponadto, że ultradźwięki są użytecznym narzędziem w zastosowaniach procesowych na skalę przemysłową dla koncentratów białek roślinnych. Podkreśla lepszą redukcję wielkości cząstek, lepszą stabilność zawiesiny i znaczenie ciągłej sonikacji w konfiguracjach komórek przepływowych dla wydajności procesu i zwiększenia skali.
Przykład: Sonikacja - zwiększona funkcjonalność białka grochu
Przetwarzanie ultradźwiękowe oferuje kilka wyraźnych korzyści dla systemów białek grochu: poprawia dyspergowalność i rozpuszczalność poprzez rozbijanie agregatów i zmniejszanie wielkości cząstek, co może wzmocnić działanie funkcjonalne w żywności bez uszkadzania strawności białka lub biodostępności. W preparatach zawierających błonnik ultradźwięki mogą również promować użyteczne tworzenie sieci białkowo-włóknistych i, w zależności od rodzaju włókna, zwiększać lepkość i zdolność budowania tekstury. W fermentowanych alternatywach jogurtu z białkiem grochu, ultradźwięki dodatkowo poprawiły jakość produktu poprzez redukcję kluczowych związków smakowych, takich jak heksanal i 2-pentylfuran, przy jednoczesnym zwiększeniu pożądanych związków aromatycznych podobnych do jogurtu, takich jak diacetyl i acetoina, co czyni go obiecującym narzędziem czystej etykiety zarówno dla funkcjonalności, jak i poprawy sensorycznej.
(por. Kalla-Berthold i in., 2023; Matysek i in., 2024)
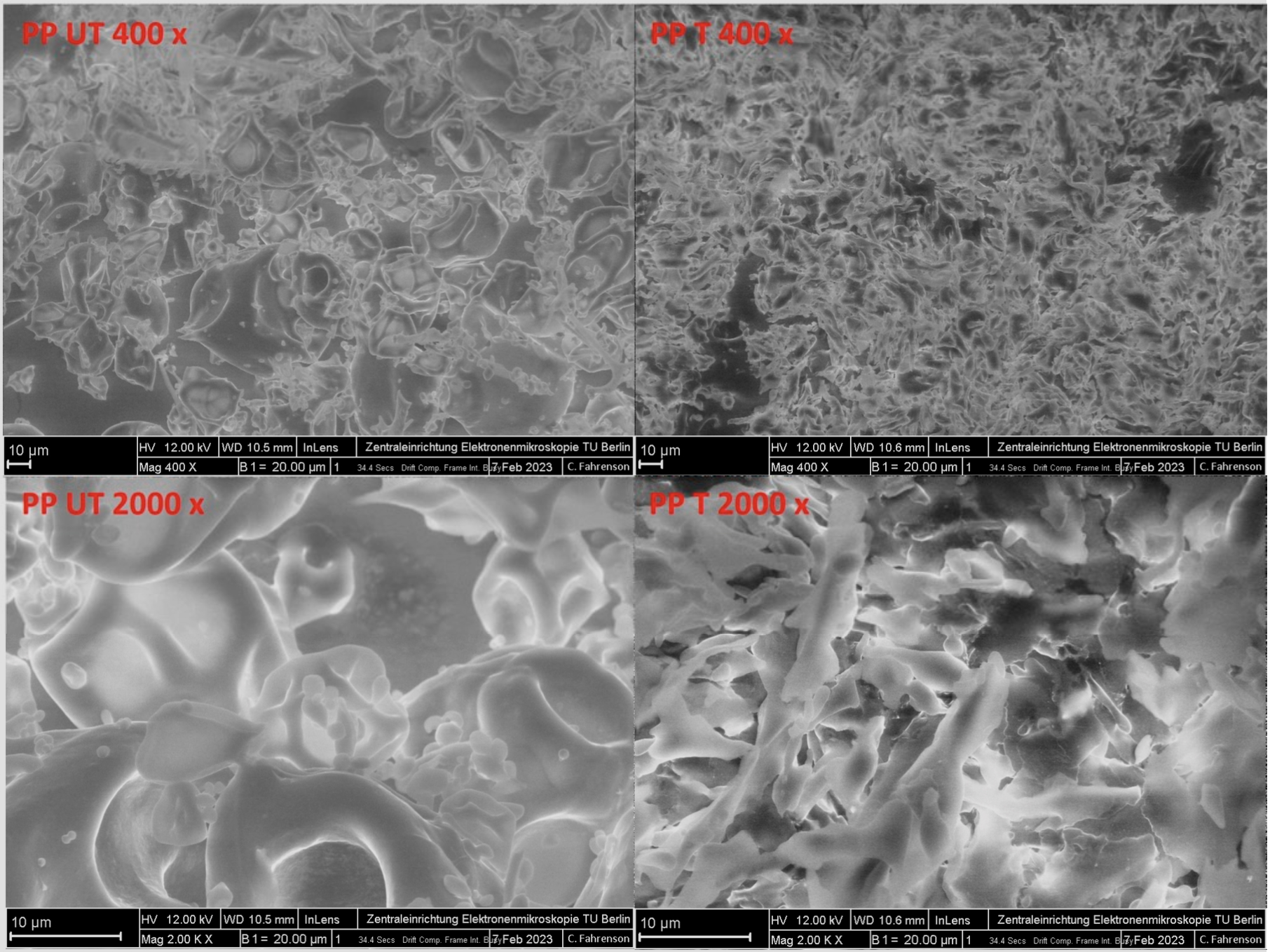
Obrazy FE-SEM (powiększenia 400x i 2000x, pasek skali: 10 µm) nietraktowanych (UT) i
poddane działaniu ultradźwięków (T) próbki białka grochu (PP).
Opracowanie i zdjęcie: ©Kalla-Berthold et al., 2023

Sonicator UIP4000hdT do wysokoprzepustowej ekstrakcji i modyfikacji białek pochodzenia roślinnego
Przykład: Zalety białka konopnego poddanego obróbce ultradźwiękowej
Ultradźwiękowa ekstrakcja białka konopnego oferuje kilka znaczących korzyści, szczególnie w przypadku waloryzacji odtłuszczonych odpadów nasion konopi w składniki o wyższej wartości. W przesłanym badaniu ekstrakcja wspomagana ultradźwiękami poprawiła ogólny odzysk i czystość białka w porównaniu z konwencjonalną ekstrakcją, przy czym najlepszy połączony proces osiągnął około 62% odzysku białka i około 76% czystości w połączeniu z obróbką wstępną HPP. Zwiększyło to również ekstrakcję aminokwasów w izolatach, co sugeruje lepszą wydajność odżywczą, przy jednoczesnym uniknięciu poważnych widocznych uszkodzeń wzorów pasm białkowych na SDS-PAGE. Ogólnie rzecz biorąc, wyniki badań potwierdzają, że ultradźwięki są bardziej ekologicznym i wydajnym podejściem do ekstrakcji, które może skrócić intensywność przetwarzania i pomóc przekształcić produkty uboczne konopi w użyteczne składniki białkowe żywności i nutraceutyków.
(por. Cabral et al. 2023)
Przykład: Ultradźwiękowa ekstrakcja hydrolizatu białkowego z otrębów ryżowych
 Ultradźwiękowa ekstrakcja hydrolizatu białka ryżowego oferuje wyraźne korzyści funkcjonalne, ponieważ ultradźwięki poprawiają uwalnianie białka z otrębów ryżowych poprzez zakłócanie struktur komórkowych i zwiększanie transferu masy, dzięki czemu ekstrakcja jest bardziej wydajna niż w przypadku konwencjonalnych metod. W badaniu ekstrakcja została pomyślnie zoptymalizowana przy stosunku ciała stałego do cieczy wynoszącym 0,43, amplitudzie 48,25% i 29,89 minut, a hydroliza enzymatyczna wspomagana ultradźwiękami wspierała również wytwarzanie hydrolizatów o silnej bioaktywności, w tym wysokiej aktywności hamującej ACE i potencjale przeciwutleniającym. Autorzy wnioskują, że ultradźwięki są skuteczną techniką nie tylko do ekstrakcji białka, ale także do przyspieszania hydrolizy enzymatycznej, pomagając przekształcić otręby ryżowe w bioaktywne składniki białkowe o wyższej wartości.
Ultradźwiękowa ekstrakcja hydrolizatu białka ryżowego oferuje wyraźne korzyści funkcjonalne, ponieważ ultradźwięki poprawiają uwalnianie białka z otrębów ryżowych poprzez zakłócanie struktur komórkowych i zwiększanie transferu masy, dzięki czemu ekstrakcja jest bardziej wydajna niż w przypadku konwencjonalnych metod. W badaniu ekstrakcja została pomyślnie zoptymalizowana przy stosunku ciała stałego do cieczy wynoszącym 0,43, amplitudzie 48,25% i 29,89 minut, a hydroliza enzymatyczna wspomagana ultradźwiękami wspierała również wytwarzanie hydrolizatów o silnej bioaktywności, w tym wysokiej aktywności hamującej ACE i potencjale przeciwutleniającym. Autorzy wnioskują, że ultradźwięki są skuteczną techniką nie tylko do ekstrakcji białka, ale także do przyspieszania hydrolizy enzymatycznej, pomagając przekształcić otręby ryżowe w bioaktywne składniki białkowe o wyższej wartości.
(por. Hayta i in., 2020)
Korzyści dla producentów żywności i suplementów diety
- Lepsza jakość produktu
Sonikacja może przyczynić się do uzyskania gładszej tekstury i odczucia w ustach w płynnych produktach białkowych, lepszej jednorodności w zawiesinach i premiksach, mniej widocznej sedymentacji w napojach białkowych i bardziej spójnej wydajności funkcjonalnej w różnych partiach. - Bardziej wydajne przetwarzanie
Ultradźwięki mogą zintensyfikować przetwarzanie poprzez przyspieszenie dyspersji i hydratacji oraz umożliwienie ciągłej obróbki w linii. W badaniu dotyczącym białka owsa stwierdzono, że konstrukcja komory przepływowej pozwala na uzyskanie wyższych gęstości pomimo wysokiej przepustowości masy, a zatem może wspierać wyższą wydajność i większe znaczenie przemysłowe niż zwykła konstrukcja wsadowa. - Większa elastyczność formuły
Sonikacja jest przydatna w przypadku wymagających preparatów białek roślinnych, wysokobiałkowych napojów RTD, baz suplementów i procesów poprzedzających homogenizację, hydrolizę lub suszenie. W artykule zwrócono uwagę na znaczenie dla napojów roślinnych, zawiesin i kolejnych etapów hydrolizy. - Lepszy potencjał skalowania
Zdefiniowane parametry sonikacji, takie jak amplituda, intensywność, gęstość energii, czas przebywania i ciśnienie wsteczne, wspierają transfer procesu z pracy laboratoryjnej do produkcji pilotażowej i przemysłowej. Przesłane badanie kładzie szczególny nacisk na te parametry przy projektowaniu skalowalnego przetwarzania ciągłego.

Sonikator przemysłowy UIP6000hdT (6kW) do przetwarzania zawiesin białkowych w linii produkcyjnej
Dlaczego sonikatory Hielscher przynoszą korzyści?
Sonikatory Hielscher są atrakcyjne do przetwarzania białek, ponieważ umożliwiają kontrolowaną i powtarzalną obróbkę ultradźwiękową. Dla producentów prawdziwą zaletą jest nie tylko generowanie kawitacji, ale generowanie jej w określonych i skalowalnych warunkach.
- Kontrolowane parametry sonikacji
Systemy Hielscher wykorzystane w badaniu pozwoliły naukowcom na pracę ze zdefiniowanymi amplitudami, intensywnościami i gęstościami energii zarówno w trybie wsadowym, jak i przepływowym. Wspiera to systematyczny rozwój i zwiększanie skali procesu. - Możliwość pracy w trybie wsadowym i przepływowym
Producenci mogą ocenić sonikację w partii, a następnie przejść do ciągłego przetwarzania w linii. Przesłany dokument pokazuje, że ciągła sonikacja komórek przepływowych może przewyższać obróbkę wsadową pod względem stabilności zawiesiny i znaczenia przemysłowego. - Projektowanie procesów pod kątem wydajności przemysłowej
Badanie pokazuje, że ciśnienie wsteczne, czas przebywania i przepływ masowy są ważnymi zmiennymi w ciągłej sonikacji. Ma to znaczenie dla producentów, ponieważ sprawia, że obróbka ultradźwiękowa jest prawdziwym narzędziem inżynierii procesowej, a nie tylko techniką laboratoryjną. - Wsparcie dla trudnych systemów białkowych
W artykule podkreślono, że dostosowanie właściwości produktu, takich jak wielkość cząstek, stabilność zawiesiny, rozpuszczalność i lepkość, ma kluczowe znaczenie dla zawiesin roślinnych. Zauważono również, że sonikatory muszą zajmować niewielką powierzchnię, mogą obsługiwać wysokie stężenia ciał stałych i oferują unikalne połączenie efektów fizycznych i chemicznych.
Typowe zastosowania
Ultradźwiękowe przetwarzanie białek jest istotne dla
- napoje roślinno-białkowe na bazie owsa, grochu, soi, ryżu, bobu lub mieszanek;
- napoje mleczne i bezmleczne wzbogacone w białko;
- zawiesiny suplementów diety i płynne zastrzyki;
- dyspersje białkowe przed homogenizacją lub emulgowaniem;
- i premiksów do suszenia rozpyłowego lub dalszej funkcjonalizacji.
Ultradźwięki jako skalowalna technologia przetwarzania białek
 Sonikacja pomaga producentom żywności i suplementów poprawić funkcjonalność białek tam, gdzie konwencjonalne mieszanie często osiąga swoje granice. Poprzez intensyfikację dyspersji, zmniejszenie wielkości cząstek, zwiększenie rozpuszczonych frakcji białkowych i stabilizację zawiesin, ultradźwięki mogą przynieść wymierne korzyści w zakresie jakości produktu i wydajności procesu. Przesłane badanie potwierdza to stanowisko w odniesieniu do koncentratów białka owsa i wskazuje, że sonikacja z ciągłym przepływem jest szczególnie obiecująca dla przetwórstwa przemysłowego.
Sonikacja pomaga producentom żywności i suplementów poprawić funkcjonalność białek tam, gdzie konwencjonalne mieszanie często osiąga swoje granice. Poprzez intensyfikację dyspersji, zmniejszenie wielkości cząstek, zwiększenie rozpuszczonych frakcji białkowych i stabilizację zawiesin, ultradźwięki mogą przynieść wymierne korzyści w zakresie jakości produktu i wydajności procesu. Przesłane badanie potwierdza to stanowisko w odniesieniu do koncentratów białka owsa i wskazuje, że sonikacja z ciągłym przepływem jest szczególnie obiecująca dla przetwórstwa przemysłowego.
Sonikatory Hielschera zapewniają praktyczną drogę od wykonalności laboratoryjnej do wdrożenia przemysłowego. Ich zastosowanie w opublikowanych pracach związanych z przetwarzaniem białek, w tym w przesłanym badaniu białka owsa, pokazuje, w jaki sposób obróbka ultradźwiękowa może zostać przekształcona w kontrolowany i skalowalny etap produkcji dla producentów żywności i suplementów diety.
Poniższa tabela przedstawia przybliżoną wydajność przetwarzania naszych ultradźwiękowców:
| Wielkość partii | natężenie przepływu | Polecane urządzenia |
|---|---|---|
| 1 do 500mL | 10-200mL/min | UP100H |
| 10 do 2000mL | 20-400mL/min | UP200Ht, UP400St |
| 0.1 do 20L | 0.2 do 4L/min | UIP2000hdT |
| 10-100L | 2 do 10L/min | UIP4000hdT |
| 15 do 150 l | 3 do 15 l/min | UIP6000hdT |
| b.d. | 10-100L/min | UIP16000hdT |
| b.d. | większe | klaster UIP16000hdT |
Projektowanie, produkcja i doradztwo – Jakość Made in Germany
Ultradźwięki Hielscher są dobrze znane z najwyższej jakości i standardów projektowych. Solidność i łatwa obsługa pozwalają na płynną integrację naszych ultradźwiękowców z obiektami przemysłowymi. Trudne warunki i wymagające środowiska są łatwo obsługiwane przez ultradźwięki Hielscher.
Hielscher Ultrasonics jest firmą posiadającą certyfikat ISO i kładzie szczególny nacisk na wysokowydajne ultradźwięki z najnowocześniejszą technologią i łatwością obsługi. Oczywiście ultradźwięki Hielscher są zgodne z CE i spełniają wymagania UL, CSA i RoHs.

Hielscher Ultrasonics produkuje wysokowydajne homogenizatory ultradźwiękowe do mieszania, dyspersji, emulgowania i ekstrakcji na skalę laboratoryjną, pilotażową i przemysłową.
często zadawane pytania
Jaka jest różnica między białkami pochodzenia roślinnego i zwierzęcego?
Białka pochodzenia roślinnego i zwierzęcego różnią się głównie profilem aminokwasowym, strawnością i powiązaną matrycą pokarmową. Białka zwierzęce są zwykle uważane za pełnowartościowe, ponieważ dostarczają wszystkich niezbędnych aminokwasów w proporcjach, które ściśle odpowiadają ludzkim wymaganiom i często są wysoce strawne. Wiele białek roślinnych ma niższą zawartość jednego lub więcej niezbędnych aminokwasów, takich jak lizyna w zbożach lub metionina w roślinach strączkowych, i mogą być mniej strawne z powodu błonnika, polifenoli lub czynników antyodżywczych. Jednak pod względem odżywczym białka roślinne mogą nadal w pełni zaspokajać ludzkie potrzeby, jeśli są spożywane w wystarczającej ilości i z uzupełniającymi źródłami.
Jakie właściwości powinny mieć białka roślinne jako dodatek do żywności?
Jako dodatki do żywności, białka roślinne powinny oferować zarówno jakość odżywczą, jak i funkcjonalną. Powinny charakteryzować się dobrym bilansem aminokwasów egzogennych, wysoką strawnością, niskim poziomem związków antyodżywczych oraz dobrym bezpieczeństwem i kontrolą alergenów. Z technologicznego punktu widzenia powinny one zapewniać użyteczne właściwości, takie jak rozpuszczalność, emulgowanie, pienienie, żelowanie, wiązanie wody, stabilność termiczna oraz neutralny lub akceptowalny smak i kolor, aby można je było włączyć do żywności bez szkody dla tekstury lub jakości sensorycznej.
Czym jest izolat białka?
Izolat białka to rafinowany składnik białkowy, z którego usunięto większość składników niebiałkowych, takich jak tłuszcz, skrobia i błonnik, pozostawiając wysokie stężenie białka, często powyżej około 80-90% w przeliczeniu na suchą masę. Izolaty białkowe są produkowane w celu dostarczenia skoncentrowanego białka o ulepszonej funkcjonalności i bardziej przewidywalnym składzie do celów spożywczych, żywieniowych lub przemysłowych.
Czym jest hydrolizowane białko?
Hydrolizowane białko to białko, które zostało częściowo rozbite na mniejsze peptydy i wolne aminokwasy poprzez obróbkę enzymatyczną, kwasową lub czasami termiczną. Proces ten zwiększa strawność i często zmienia właściwości funkcjonalne, takie jak rozpuszczalność, właściwości emulgujące i bioaktywność. W niektórych przypadkach hydrolizowane białka zawierają również peptydy o specyficznym działaniu biologicznym, takim jak aktywność przeciwutleniająca lub hamująca ACE.
Literatura / Referencje
- Höhme-Matthes, L., A.Krause, F. Schulnies, S. Kleinschmidt, T. Kleinschmidt (2025): Characterization of Batch and Flow Cell Ultrasonication in the Processing of Oat Protein Concentrates to Obtain Higher Efficiency and Scalability. Journal of Food Process Engineering 48, no. 6: e70164.
- Cabral, E.M.; Zhu, X.; Garcia-Vaquero, M.; Pérez-Vila, S.; Tang, J.; Gómez-Mascaraque, L.G.; Poojary, M.M.; Curtin, J.; Tiwari, B.K. (2023): Recovery of Protein from Industrial Hemp Waste (Cannabis sativa, L.) Using High-Pressure Processing and Ultrasound Technologies. Foods 2023, 12, 2883.
- Hayta, M., Benli, B., İşçimen, E.M. et al. (2020): Optimization of antihypertensive and antioxidant hydrolysate extraction from rice bran proteins using ultrasound assisted enzymatic hydrolysis. Journal of Food Measurement and Characterization 14, 2020. 2578–2589.
- Antonio J. Vela, Marina Villanueva, Ángela García Solaesa, Felicidad Ronda (2021): Impact of high-intensity ultrasound waves on structural, functional, thermal and rheological properties of rice flour and its biopolymers structural features. Food Hydrocolloids, Volume 113, 2021.
- Kalla-Bertholdt, A.-M.; Baier, A.K.; Rauh, C. (2023): Influence of High-Intensity Ultrasound on Characteristics and Bioaccessibility of Pea Protein in Fiber-Enriched Suspensions. Foods 2023, 12, 3160.
- Julia Matysek, Anne Baier, Ann-Marie Kalla-Bertholdt, Sandra Grebenteuch, Sascha Rohn, Cornelia Rauh (2024): Effect of ultrasound and fibre enrichment on aroma profile and texture characteristics of pea protein-based yoghurt alternatives. Innovative Food Science & Emerging Technologies, Volume 93, 2024.

Sonicator UIP4000hdT do wysokoprzepustowej ekstrakcji i modyfikacji białek pochodzenia roślinnego
- wysoka wydajność
- najnowocześniejsza technologia
- niezawodność & solidność
- regulowana, precyzyjna kontrola procesu
- partia & inline
- dla dowolnego wolumenu
- inteligentne oprogramowanie
- inteligentne funkcje (np. programowalne, protokołowanie danych, zdalne sterowanie)
- Łatwa i bezpieczna obsługa
- niskie koszty utrzymania
- CIP (clean-in-place)

Hielscher Ultrasonics produkuje wysokowydajne homogenizatory ultradźwiękowe od laboratorium do rozmiar przemysłowy.