Ultradźwiękowe mielenie na mokro: drobne cząstki, precyzyjnie opracowane
Urządzenia ultradźwiękowe firmy Hielscher to wydajne urządzenia mielące służące do wysoce efektywnego rozdrabniania cząstek, nanodyspersji i emulgowania poprzez kontrolowaną kavitację ultradźwiękową o wysokiej intensywności. Systemy te, zaprojektowane zarówno do zastosowań badawczych, jak i przemysłowych, niezawodnie rozbijają aglomeraty, uszlachetniają proszki i tworzą jednorodne zawiesiny w branżach farmaceutycznej, kosmetycznej, nanomateriałów oraz chemikaliów specjalistycznych.
Od gruboziarnistego proszku do jednolitych mikro- i nanocząstek
Sonikatory sondowe firmy Hielscher zapewniają wydajne i precyzyjnie regulowane mielenie na mokro oraz drobne rozdrabnianie – bez kulek, kul lub innych środków mielących. Pozwalają uzyskać jednorodne zawiesiny o wysokiej zawartości cząstek stałych i wąskim rozkładzie wielkości cząstek, skracając jednocześnie czas przetwarzania i zmniejszając zużycie energii.
Dzięki precyzyjnej kontroli amplitudy i zaawansowanemu rozprzestrzenianiu się fal akustycznych sonikatory zapewniają jednolite wyniki przy minimalnym wpływie termicznym, chroniąc wrażliwe związki, a jednocześnie maksymalizując wydajność i powtarzalność. Dowiedz się, w jaki sposób mielenie ultradźwiękowe może usprawnić proces opracowywania receptur i poprawić właściwości produktu.
Kto powinien stosować ultradźwiękowe mielenie na mokro?
- Producenci, którzy potrzebują kontrolowanego zmniejszania wielkości cząstek do mikronów lub nanometrów
- Producenci pigmentów, farb drukarskich, farb malarskich oraz powłok o wysokiej wydajności
- Procesory ceramiczne, mineralne, cementowe i na bazie tlenków metali
- Twórcy receptur farmaceutycznych i kosmetycznych zajmujący się opracowywaniem zawiesin o drobnej strukturze
- Producenci akumulatorów, katalizatorów i materiałów zaawansowanych
- Przedsiębiorstwa przetwarzające zawiesiny o wysokim stężeniu lub dużej lepkości
- Laboratoria opracowujące skalowalne procesy rozdrabniania cząstek
- Producenci poszukujący wąskiego, jednolitego rozkładu wielkości cząstek
- Zakłady, które chcą uniknąć zanieczyszczenia spowodowanego przez kulki lub kulki frezarskie
- Producenci, którzy dążą do skrócenia czasu mielenia, zmniejszenia zużycia energii oraz ograniczenia nakładów związanych z czyszczeniem
Prosimy o podanie informacji na temat używanego materiału, zawartości cząstek stałych oraz docelowej wielkości cząstek. Nasz zespół ekspertów ds. sonikacji zaproponuje Państwu konfigurację urządzenia do sonikacji, która zapewni lepsze rozdrobnienie cząstek.

Przemysłowy sonikator o mocy 16 000 watów, model UIP16000hdT do mielenia na mokro pigmentów i nanocząstek
Kontrolowane zmniejszanie wielkości cząstek za pomocą ultradźwięków o dużej mocy
Zmniejszenie wielkości cząstek do zakresu mikronów lub nanometrów może radykalnie zmienić właściwości preparatu. Drobniejsze cząstki mogą poprawić reaktywność, stabilność, powierzchnię, właściwości optyczne oraz parametry użytkowe produktu końcowego. Jednak konwencjonalne młyny kulowe, z kulkami i z medium mielącym mogą wprowadzać cząstki powstałe w wyniku zużycia, wymagają pracochłonnego oddzielania medium mielącego i mają trudności z zapewnieniem spójnego przetwarzania przy wysokich stężeniach substancji stałych. Ultradźwiękowe mielenie na mokro stanowi czystą i łatwą do kontrolowania alternatywę.
Sonikatory sondowe firmy Hielscher przekazują ultradźwięki o wysokim natężeniu bezpośrednio do cieczy lub zawiesiny. Naprzemienne fale ciśnienia powodują kawitację akustyczną: mikroskopijne pęcherzyki powstają i zapadają się z ogromną intensywnością, generując szybkie strumienie cieczy, fale uderzeniowe oraz potężne siły ścinające. Siły te powodują zderzanie się cząstek zawieszonych. Wynikające z tego zderzenia cząstek, ich rozpad oraz erozja powierzchniowa ograniczają tworzenie się aglomeratów – a w warunkach o wystarczająco wysokim natężeniu cząstki pierwotne – do rozmiarów mikro- i nano-.
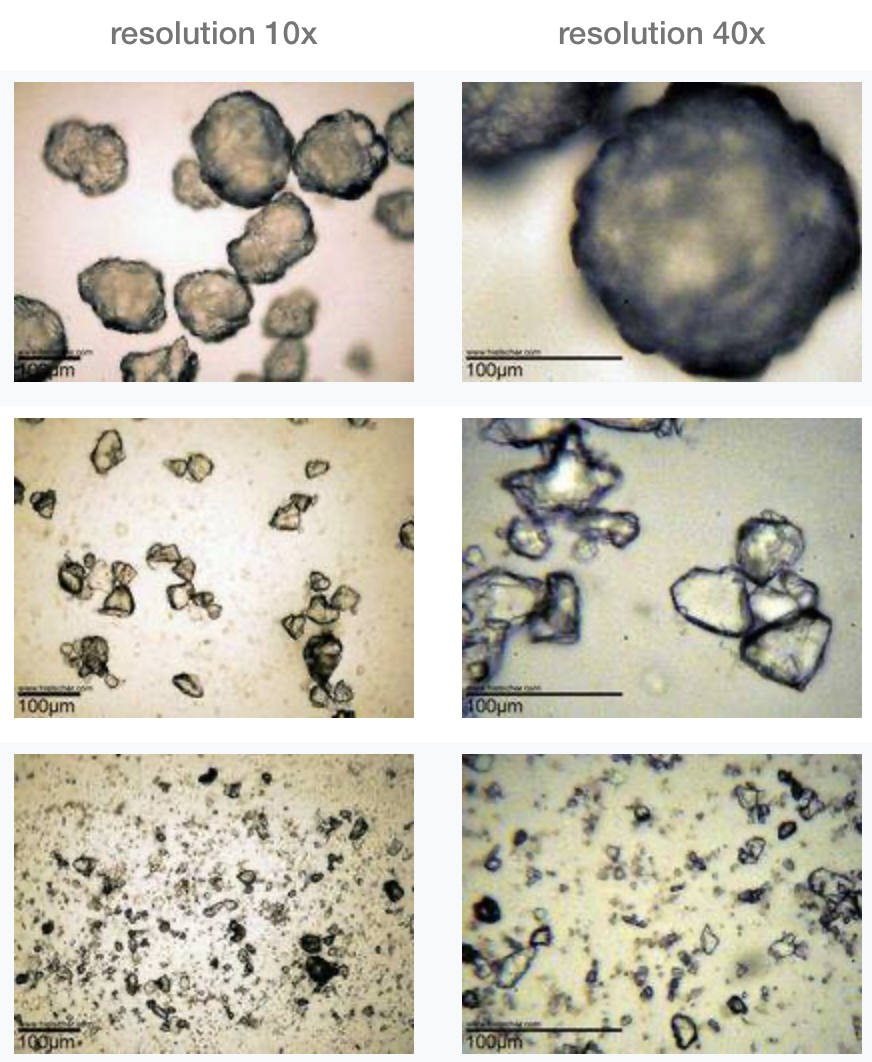
Trójwodzian tlenku glinu mielony ultradźwiękowo
AL(OH)₃ został dostarczony przez firmę Alcoa World Alumina LLC z Pittsburgha w stanie Pensylwania (USA). AL(OH)₃ znany jest również pod nazwami: trihydroksyd glinu serii ATH, uwodniony tlenek glinu firmy Bayer, C-30, KB-30, KC-30, KH-30, hydragyllit lub gibbsyt. Jego twardość w skali Mohsa wynosi’ twardość od 2,5 do 3,5.

Ultradźwiękowe reaktory przepływowe do przemysłowej produkcji zawiesin nanocząstek.
Precyzyjny, powtarzalny i jednolity rozkład wielkości cząstek
Mielenie ultradźwiękowe charakteryzuje się dużą elastycznością regulacji. Operatorzy mogą kontrolować amplitudę, moc wejściową, ciśnienie, temperaturę, czas przebywania oraz natężenie przepływu, dostosowując je do danego materiału i docelowej wielkości cząstek. Dzięki temu proces ten nadaje się do wszelkich zastosowań – od delikatnego rozbijania aglomeratów po intensywne mielenie na drobno. Konfiguracje z recyrkulacją oraz z komorą przepływową typu inline zapewniają równomierne narażenie zawiesiny na działanie strefy kawitacji, co pozwala uzyskać powtarzalne wyniki oraz wąski, jednorodny rozkład wielkości cząstek.
Taki poziom kontroli ma duże znaczenie w przypadku pigmentów, farb drukarskich, powłok, ceramiki, tlenków metali, minerałów, katalizatorów, farmaceutyków oraz innych zaawansowanych materiałów, w których cząstki o zbyt dużych rozmiarach lub szeroki rozkład wielkości cząstek mogą negatywnie wpływać na jakość. Parametry procesowe ustalone w laboratorium można przenieść do produkcji pilotażowej i przemysłowej, co umożliwia systematyczne opracowywanie i zwiększanie skali produkcji.
Obróbka materiałów o wysokiej zawartości części stałych bez użycia środków mielących
Ponieważ rozdrabnianie cząstek odbywa się w wyniku kawitacji oraz zderzeń między samymi cząstkami, nie są potrzebne żadne kulki, perełki ani kulki mielące. Wyeliminowanie środków mielących pozwala uniknąć potencjalnego źródła zanieczyszczeń oraz eliminuje konieczność ich zakupu, czyszczenia, wymiany i oddzielania od gotowej zawiesiny. Prosta geometria części mających kontakt z medium ułatwia również czyszczenie i zmianę produktu.
Urządzenia ultradźwiękowe firmy Hielscher mogą przetwarzać zawiesiny o wysokim stężeniu i dużej lepkości. Wysoka zawartość substancji stałych oznacza mniejszą ilość cieczy do przetworzenia, a w wielu przypadkach także mniejszą potrzebę dalszego zagęszczania lub suszenia. Może to również wzmocnić efekt mielenia międzycząsteczkowego poprzez zwiększenie częstotliwości zderzeń cząstek. To połączenie sprawia, że mielenie ultradźwiękowe jest szczególnie atrakcyjne w przypadku skoncentrowanych mieszanek barwiących i zawiesin na skalę produkcyjną.
Zdjęcia mikroskopowe przedstawiające przebieg mielenia ultradźwiękowego pigmentów w kolorze magenta na bazie oleju
Przykłady: Mielenie na mokro nanocząstek za pomocą ultradźwięków o dużej mocy
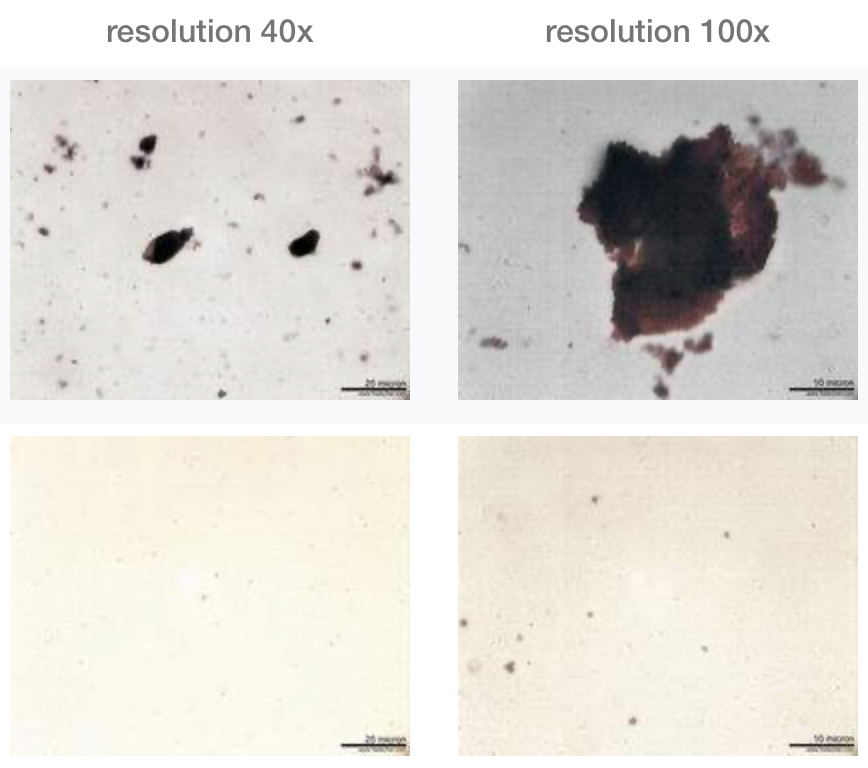
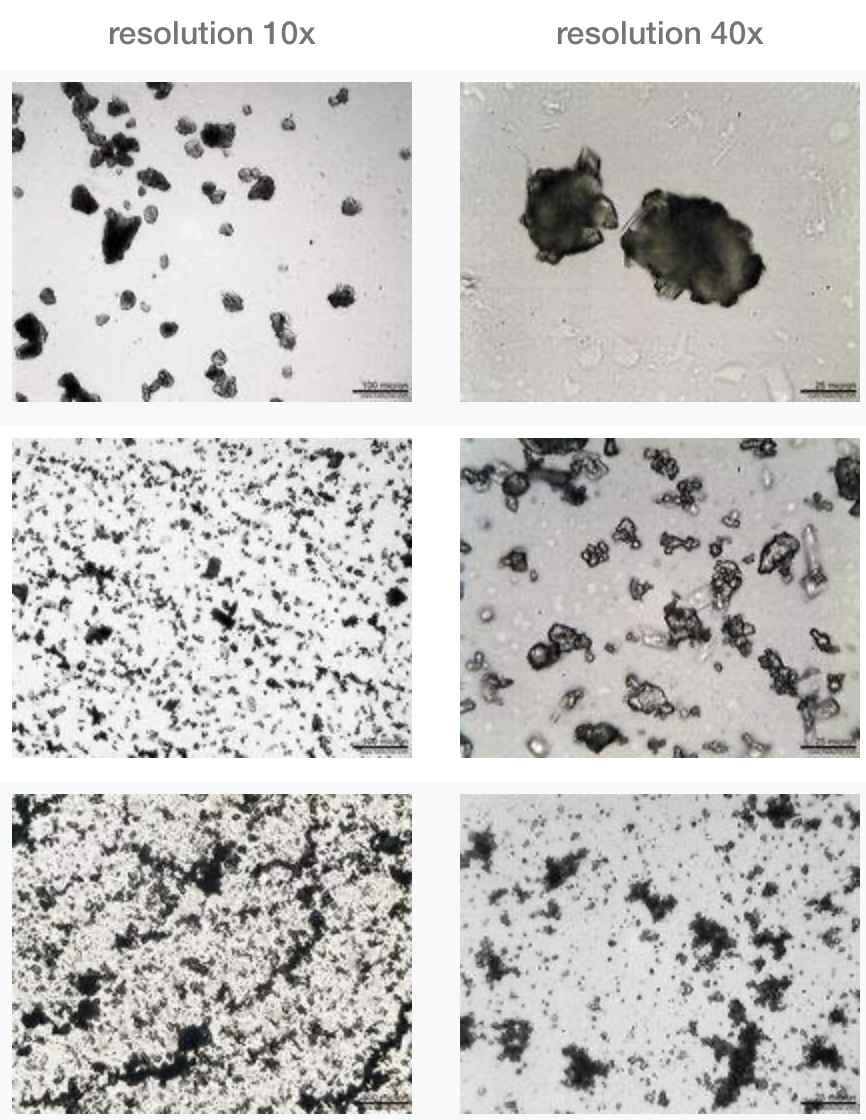
Mielenie ultradźwiękowe nadaje się szczególnie do przetwarzania materiałów o wielkości mikronowej i nanometrowej, takich jak ceramika, trihydrat tlenku glinu, siarczan baru, węglan wapnia i tlenki metali. Poniższe tabele przedstawiają zdjęcia mikroskopowe procesu mielenia trihydratu tlenku glinu (od 150 mikronów do 10 mikronów), ceramiki (od 30 mikronów do 2 mikronów) oraz węglanu sodu (od 70 mikronów do 3 mikronów). Zdjęcia mikroskopowe na tej stronie pokazują przebieg mielenia ultradźwiękowego na przykładach ceramiki dentystycznej, pigmentów w kolorze magenta, węglanu sodu oraz uwodnionego tlenku glinu.
Zdjęcia mikroskopowe przedstawiające przebieg mielenia ultradźwiękowego węglanu sodu (Na₂CO₃) w izopropanolu.

Sonikowana farba kredowa na grindometrze wykazuje idealnie równomierną deaglomerację i rozkład wielkości cząstek pigmentów.

Dyspersja ultradźwiękowa zapewnia skuteczną redukcję wielkości cząstek i równomierny rozkład pigmentów sadzy w tuszu UV.
Większa wydajność na każdym etapie przetwarzania
Energia ultradźwiękowa jest dostarczana bezpośrednio do zawiesiny, gdzie następuje rozdrobnienie cząstek. Szybkie siły kawitacyjne mogą skrócić cykle mielenia, a wydajna konwersja energii elektrycznej na ruch mechaniczny pozwala zmniejszyć zapotrzebowanie na energię w porównaniu z konwencjonalnymi urządzeniami mielącymi. Ciągła obróbka w linii produkcyjnej dodatkowo sprzyja wysokiej wydajności, stałej jakości oraz integracji z istniejącymi liniami produkcyjnymi.
Dla producentów poszukujących drobniejszych cząstek, węższych rozkładów wielkości cząstek, czystszego przetwarzania oraz wydajnego zwiększania skali produkcji, sonikatory sondowe firmy Hielscher sprawiają, że mielenie na mokro staje się procesem precyzyjnie zaprojektowanym – od badań laboratoryjnych do ciągłej produkcji przemysłowej.
Praca ciągła zapewniająca wysoką przepustowość
 Homogenizatory ultradźwiękowe są bardzo łatwe w montażu i obsłudze. Tylko dwie części mają kontakt z mielonym materiałem: sonotroda tytanowa oraz komora przepływowa ze stali nierdzewnej. Dzięki prostej konstrukcji ultradźwiękowej komory przepływowej urządzenia można szybko wyczyścić. Ponieważ urządzenia ultradźwiękowe firmy Hielscher charakteryzują się bardzo wysoką sprawnością w przetwarzaniu energii elektrycznej na mechaniczną, do mielenia ultradźwiękowego zazwyczaj potrzeba mniej mocy niż w przypadku konwencjonalnych urządzeń mielących.
Homogenizatory ultradźwiękowe są bardzo łatwe w montażu i obsłudze. Tylko dwie części mają kontakt z mielonym materiałem: sonotroda tytanowa oraz komora przepływowa ze stali nierdzewnej. Dzięki prostej konstrukcji ultradźwiękowej komory przepływowej urządzenia można szybko wyczyścić. Ponieważ urządzenia ultradźwiękowe firmy Hielscher charakteryzują się bardzo wysoką sprawnością w przetwarzaniu energii elektrycznej na mechaniczną, do mielenia ultradźwiękowego zazwyczaj potrzeba mniej mocy niż w przypadku konwencjonalnych urządzeń mielących.
 Przemysłowy ultradźwiękowiec UIP6000hdT (6 kW) do jednoczesnej dyspersji pigmentów i sterylizacji mikrobiologicznej preparatów farb i powłok na bazie wody [/caption]Efekt rozdrabniania cząstek opiera się na intensywnej kawitacji ultradźwiękowej. Podczas sonikacji cieczy z dużą intensywnością fale dźwiękowe rozprzestrzeniające się w ośrodku ciekłym powodują naprzemienne cykle wysokiego ciśnienia (kompresja) i niskiego ciśnienia (rozrzedzenie), których częstotliwość zależy od częstotliwości ultradźwiękowej. Podczas cyklu niskiego ciśnienia fale ultradźwiękowe o wysokiej intensywności tworzą w cieczy małe pęcherzyki próżniowe lub puste przestrzenie. Gdy pęcherzyki osiągną objętość, przy której nie są już w stanie pochłaniać energii, gwałtownie zapadają się podczas cyklu wysokiego ciśnienia. Zjawisko to nazywa się kawitacją.
Przemysłowy ultradźwiękowiec UIP6000hdT (6 kW) do jednoczesnej dyspersji pigmentów i sterylizacji mikrobiologicznej preparatów farb i powłok na bazie wody [/caption]Efekt rozdrabniania cząstek opiera się na intensywnej kawitacji ultradźwiękowej. Podczas sonikacji cieczy z dużą intensywnością fale dźwiękowe rozprzestrzeniające się w ośrodku ciekłym powodują naprzemienne cykle wysokiego ciśnienia (kompresja) i niskiego ciśnienia (rozrzedzenie), których częstotliwość zależy od częstotliwości ultradźwiękowej. Podczas cyklu niskiego ciśnienia fale ultradźwiękowe o wysokiej intensywności tworzą w cieczy małe pęcherzyki próżniowe lub puste przestrzenie. Gdy pęcherzyki osiągną objętość, przy której nie są już w stanie pochłaniać energii, gwałtownie zapadają się podczas cyklu wysokiego ciśnienia. Zjawisko to nazywa się kawitacją.
Implozja kawitacji baniek wynika w mikro zawirowaniajets i mikro strumienia do 1000km/h. Duże cząstki podlegają ubytek powierzniewych (przez upadka kawitacji w okolicy cieczy) lub zmniejszenia wiekszości (ze względu na rozszczepienie poprzez zderzenia pomiędzy cząstkami lub upadku kawitacji bańki które powstały na powierzchni). To prowadzi do ostrego przyspieszania dyfuzji, procesy przeniesienia masy i reakcji fazy stałej z powodu wielkości krystallitów i zmiany struktury.
Procesory ultradźwiękowe i komory przepływowe do dyspersji oraz mielenia na mokro proszków są dostępne zarówno w wersji laboratoryjnej, jak i przemysłowej. Systemy przemysłowe można z łatwością dostosować do pracy w trybie inline. Do badań i testowania tego procesu, a także wielu innych procesów sonochemicznych, zalecamy nasze urządzenia laboratoryjne lub model UIP1000hd.

Nanodiamenty mogą być skutecznie i niezawodnie dyspergowane za pomocą ultrasonografów Hielscher.
Najczęściej zadawane pytania dotyczące mielenia ultradźwiękowego na mokro
Czym jest ultradźwiękowe mielenie na mokro?
Ultradźwiękowe mielenie na mokro to proces rozdrabniania cząstek, w którym do płynnej zawiesiny przykłada się ultradźwięki o dużej mocy. Kawitacja akustyczna generuje intensywne siły ścinające, fale uderzeniowe oraz zderzenia między cząstkami, które rozbijają aglomeraty i redukują cząstki stałe do rozmiarów mikronowych lub nanometrowych.
W jaki sposób sonikator sondowy zmniejsza wielkość cząstek?
Sonda ultradźwiękowa, zwana również sonotrodą, przekazuje fale ultradźwiękowe o wysokim natężeniu bezpośrednio do zawiesiny. Powstają i zapadają się pęcherzyki kawitacyjne, tworząc strumienie cieczy o dużej prędkości, które powodują zderzanie się cząstek między sobą. Zderzenia te powodują rozdrobnienie cząstek, erozję powierzchni oraz skuteczne rozbijanie aglomeratów.
Czy w procesie mielenia na mokro z wykorzystaniem ultradźwięków można uzyskać nanocząstki?
Tak. Sonikatory sondowe firmy Hielscher mogą być wykorzystywane do kontrolowanej mikronizacji i redukcji cząstek do rozmiarów nanometrycznych. Osiągalna wielkość cząstek zależy od materiału, początkowej wielkości cząstek, składu zawiesiny, stężenia substancji stałych, intensywności przetwarzania, temperatury, ciśnienia oraz czasu sonikacji.
Jakie materiały można poddać obróbce za pomocą frezowania ultradźwiękowego?
Mielenie ultradźwiękowe na mokro nadaje się do pigmentów, farb drukarskich, ceramiki, tlenków metali, minerałów, cementu, katalizatorów, materiałów do akumulatorów, farmaceutyków, kosmetyków oraz zaawansowanych nanomateriałów. Pozwala ono na przetwarzanie cząstek zawieszonych w wodzie, rozpuszczalnikach, olejach, żywicach i innych kompatybilnych płynnych ośrodkach.
Czy frezowanie ultradźwiękowe wymaga użycia kulek lub kul szlifierskich?
Nie. Ultradźwiękowe rozdrabnianie cząstek nie wymaga stosowania tradycyjnych środków mielących. Efekt rozdrabniania uzyskuje się dzięki zderzeniom cząstek wywołanym kawitacją. Wyeliminowanie kulek i kul rozdrabniających zmniejsza ryzyko zanieczyszczenia spowodowanego przez środki mielące oraz eliminuje konieczność ich oddzielania, czyszczenia, wymiany i utylizacji.
Czy sonikatory firmy Hielscher mogą przetwarzać zawiesiny o wysokiej zawartości substancji stałych?
Tak. Procesory ultradźwiękowe firmy Hielscher mogą przetwarzać zawiesiny o wysokim stężeniu i dużej lepkości. Wysoka zawartość substancji stałych zmniejsza objętość cieczy, którą należy przetworzyć, i może nasilić zderzenia między cząstkami, co sprawia, że mielenie ultradźwiękowe jest atrakcyjnym rozwiązaniem w przypadku stężonych zawiesin oraz produkcji mieszanek barwiących.
Czy mielenie ultradźwiękowe pozwala uzyskać wąski rozkład wielkości cząstek?
Równomierne narażenie na działanie strefy kawitacji ultradźwiękowej sprzyja uzyskaniu wąskiego i jednorodnego rozkładu wielkości cząstek. Recyrkulacja i ciągła obróbka w linii pomagają zapewnić spójną obróbkę całej zawiesiny, jednocześnie zmniejszając liczbę cząstek ponadwymiarowych lub niedostatecznie przetworzonych.
Jakie parametry frezowania ultradźwiękowego można regulować?
Do ważnych parametrów należą amplituda ultradźwięków, dostarczana energia, ciśnienie, temperatura, natężenie przepływu, czas przebywania oraz stężenie cząstek stałych. Precyzyjna regulacja pozwala dostosować proces do delikatnego rozbijania aglomeratów, intensywnego drobnego mielenia lub uzyskania powtarzalnej nanodyspersji.
Czy ultradźwiękowe mielenie na mokro jest energooszczędne?
Energia ultradźwiękowa jest przekazywana bezpośrednio do zawiesiny, gdzie następuje rozdrobnienie cząstek. Szybkie siły kawitacyjne mogą skrócić cykle przetwarzania i zmniejszyć zapotrzebowanie na energię w porównaniu z niektórymi konwencjonalnymi metodami mielenia. Rzeczywiste zużycie energii zależy od materiału, docelowej wielkości cząstek, wydajności oraz konfiguracji procesu.
Czy frezowanie ultradźwiękowe może odbywać się w trybie ciągłym?
Tak. Sonikatory firmy Hielscher można zintegrować z reaktorami z komorą przepływową w celu prowadzenia ciągłego mielenia na mokro w trybie inline. Przetwarzanie w trybie inline pozwala na kontrolowanie czasu przebywania, zapewnia stałą jakość produktu, wysoką wydajność oraz łatwą integrację z istniejącymi przemysłowymi liniami produkcyjnymi.
Czy proces frezowania ultradźwiękowego można zastosować na większą skalę?
Mielenie ultradźwiękowe można opracować przy użyciu laboratoryjnego sonikatora, a następnie przenieść na urządzenia pilotażowe lub przemysłowe, stosując określone parametry procesowe i konkretny wkład energii. Firma Hielscher oferuje sonikatory sondowe przeznaczone do testów na małą skalę, opracowywania procesów oraz ciągłej produkcji komercyjnej.
Jak wybrać odpowiedni sonikator firmy Hielscher?
Wybór sonikatora zależy od materiału, objętości zawiesiny, zawartości cząstek stałych, lepkości, początkowej wielkości cząstek, wymaganej wielkości końcowej oraz pożądanej wydajności. Próba mielenia może pomóc w określeniu optymalnej amplitudy, zapotrzebowania na energię, geometrii sondy oraz konfiguracji partiiowej lub wbudowanej w linię produkcyjną.
Dowiedz się więcej o laboratorium procesowym firmy Hielscher, które pomoże Ci przeprowadzić testy wykonalności i zoptymalizować procesy.
Literatura / Referencje
- Almir Draganović, Antranik Karamanoukian, Peter Ulriksen, Stefan Larsson (2020): Dispersion of microfine cement grout with ultrasound and conventional laboratory dissolvers. Construction and Building Materials, Volume 251, 2020.
- I. Fasaki, K. Siamos, M. Arin, P. Lommens, I. Van Driessche, S.C. Hopkins, B.A. Glowacki, I. Arabatzis (2012): Ultrasound assisted preparation of stable water-based nanocrystalline TiO2 suspensions for photocatalytic applications of inkjet-printed films. Applied Catalysis A: General, Volumes 411–412, 2012. 60-69.
- Badgujar, N.P.; Bhoge, Y.E.; Deshpande, T.D.; Bhanvase, B.A.; Gogate, P.R.; Sonawane, S.H.; Kulkarni, R.D. (2015): Ultrasound assisted organic pigment dispersion: advantages of ultrasound method over conventional method. Pigment ; Resin Technology, Vol. 44 No. 4, 2015. 214-223.
- Bhagawat, L.I., Patil, V.S., Kale, B.B., Sonawane, S.H., Bhanvase, B.A., Pinjari, D.V. and Ashokkumar, M. (2016): Sonoprocessing of LiFePO4 nanoparticles and nanocomposites for cathode material in lithium ion batteries. Polymer Composites 37, 2026. 1874-1880.
- Anastasia V. Tyurnina, Iakovos Tzanakis, Justin Morton, Jiawei Mi, Kyriakos Porfyrakis, Barbara M. Maciejewska, Nicole Grobert, Dmitry G. Eskin 2020): Ultrasonic exfoliation of graphene in water: A key parameter study. Carbon, Vol. 168, 2020.
- Brad W. Zeiger; Kenneth S. Suslick (2011): Sonofragmentation of Molecular Crystals. J. Am. Chem. Soc. 2011, 133, 37, 14530–14533.
UIP1000hd
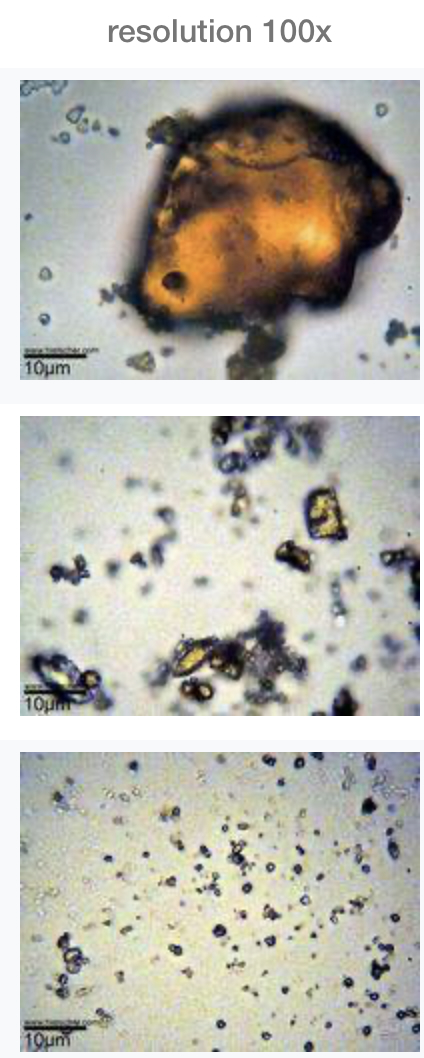
Zdjęcia mikroskopowe przedstawiające przebieg frezowania ultradźwiękowego ceramiki dentystycznej