船舶用青銅コーティングの実用的なキャビテーション侵食試験
キャビテーション侵食試験は、制御された実験室環境での曝露と実際の工学上の課題とを結びつける場合に、最も有用です。 実用的な例として、船舶の舵やプロペラなどの海洋用部品向けの、キャビテーション耐性のある青銅コーティングの評価が挙げられます。これらの部品は、局所的な圧力変動によって気泡が発生し、それが表面付近で崩壊することで、繰り返し高強度の衝撃荷重が生じる領域で動作します。時間が経つにつれて、これによりピッチング、疲労損傷、コーティングの剥離、および材料の損失が生じます。
青銅コーティングのキャビテーション侵食試験
Hauerらによる研究では、コールドスプレー、ウォームスプレー、HVOFスプレー、アークスプレーによって形成された青銅コーティングを、鋳造ニッケルアルミニウム青銅および造船用鋼と比較した。中心となる問いは単純だった。すなわち、どのコーティングプロセスによって、海洋環境での使用に耐えうるほど十分な期間、キャビテーションに耐える青銅表面を作り出すことができるか、ということである。 この疑問に答えるため、研究者らはASTM G32-16に基づくキャビテーション侵食試験を実施し、試験システムとしてHielscher社のUIP1000hdT超音波振動システムを含む振動装置を用いた。

ソニケーター UIP1000hdT(1000W、20kHz) キャビテーション侵食試験装置
試験条件の精密な制御とデータの自動記録
超音波処理装置「UIP1000hdT」は、キャビテーション侵食試験に使用される範囲の高強度・低周波の超音波を発生させるため、この種の試験に最適です。 1000 ワットの超音波発生装置を使用したキャビテーション侵食試験のセットアップは、20 kHz で動作し、正確なプロセスモニタリング、振幅制御、温度測定、および試験データの自動プロトコル作成が可能です。 キャビテーションの強度は、振幅、液温、液圧、ソノトロードの形状、およびソノトロードと試験片間の距離に大きく依存するため、これらの機能は重要です。
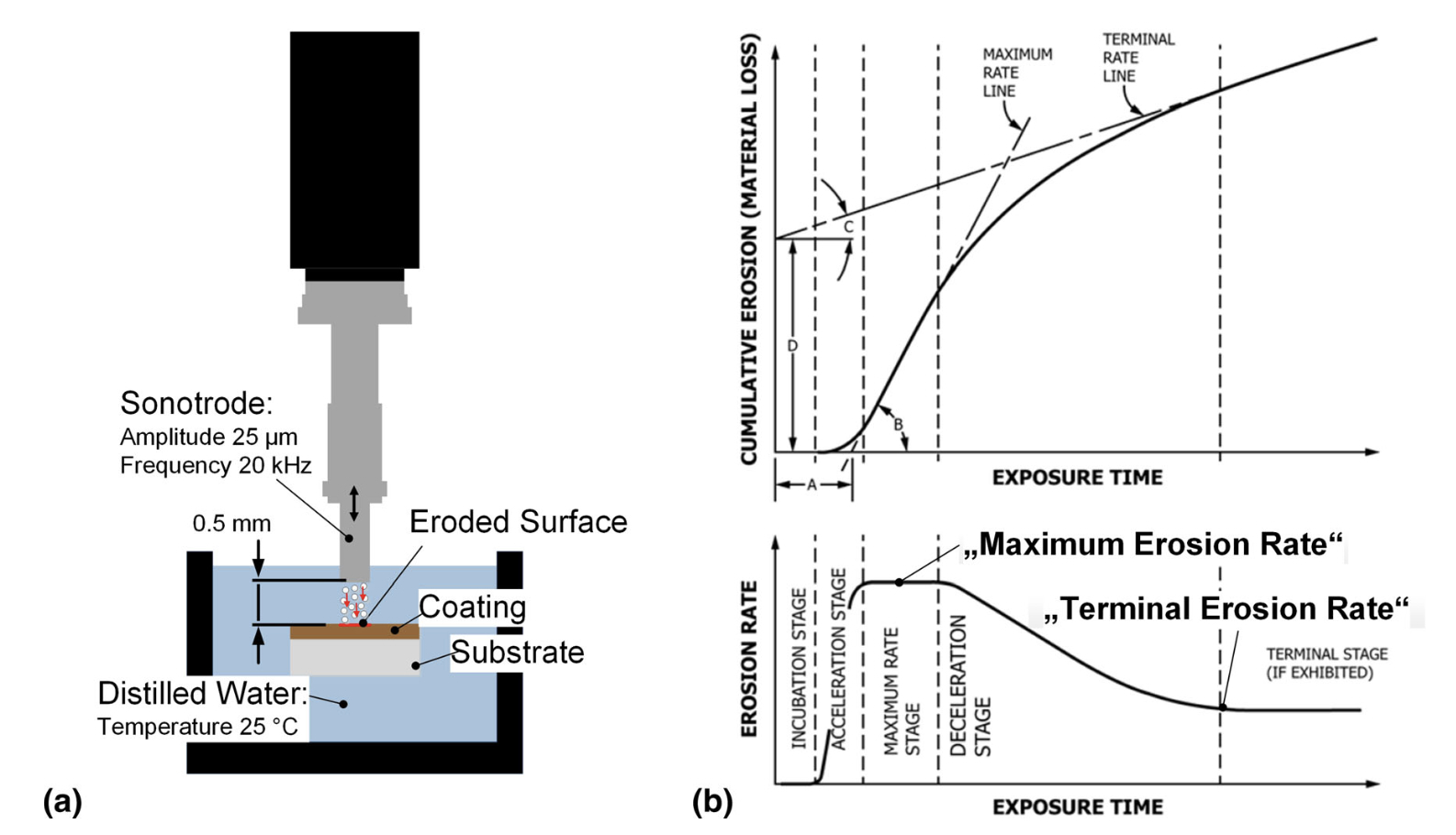
(a) ASTM G32-16に準拠したキャビテーション侵食試験(超音波処理装置UIP1000hdを使用、間接法)。すべての試験パラメータは公称値であり、許容誤差は規格に記載されている。
(b) 侵食-時間曲線における概略的な段階および試験手順における特性パラメータ。
図表および研究:©Hauer et al., 2021.
青銅コーティングの超音波キャビテーション侵食試験
海洋用ブロンズコーティングの例については、ASTM G32規格に準拠した間接法を用いて試験を実施した。この構成では、試験片は振動ホーンに取り付けられていない。その代わりに、超音波ソノトロードが蒸留水中でキャビテーションを発生させ、コーティングされた試験片は、所定の隙間を空けてソノトロードの下方に固定される。 Hauerらは、試料とソノトロード間の距離を0.5 mm、周波数を20 kHz、ピーク間振幅を50 µmとして試験を行った。試験液は蒸留水であり、室温付近(約25 °C)に保たれていた。
試料の作製は極めて重要な工程である。キャビテーション曝露の前に、コーティングされた表面を段階的に研磨・仕上げを行い、4 µm未満の微細なダイヤモンド研磨剤まで滑らかにした。これにより、付着が不安定な粒子や表面の凹凸による影響を低減できる。こうした要因があると、粒子が直ちに剥離し、侵食曲線が歪んでしまう恐れがある。 その目的は、コーティングの見栄えを良くすることではなく、再現性のある初期条件を作り出し、測定された質量損失が、不十分な表面処理によるものではなく、キャビテーション耐性を正確に反映するようにすることにある。

高さ調整可能なキャビテーション壊食試験用テストセル(ASTM G32-16)
超音波キャビテーション侵食試験の手順とその結果
実用試験の手順は単純明快です。まず、各試験片を洗浄・乾燥させ、精密天秤で計量します。その後、超音波処理装置 UIP1000hdT のソノトロード BS4d22 の下にある試験セルに試験片をセットし、0.5 mm のギャップを慎重かつ再現性よく設定します。 超音波処理装置は所定の振幅および周波数で運転され、その間、液温は加熱によってキャビテーション強度が変化しないよう制御されます。所定の照射時間が経過した後、試験片を取り出し、洗浄・乾燥を行い、再度計量します。この手順を、材料に応じて照射時間を徐々に延長しながら繰り返し、完全な侵食曲線が得られるまで続けます。
測定値そのものは質量損失です。工学的な比較を行うため、この質量損失は材料の密度を用いて体積損失に換算されます。次に、この体積損失を露出表面積で割ることで、平均侵食深さを算出します。 侵食深度曲線から、研究者は最大侵食速度、終端侵食速度、平均侵食深度などの特徴的な侵食パラメータを算出することができる。Hielscher社はまた、選択したプロトコルに応じて、侵食を時間当たりまたは供給された超音波エネルギー当たりの質量、体積、あるいは浸透深度として報告できると指摘している。
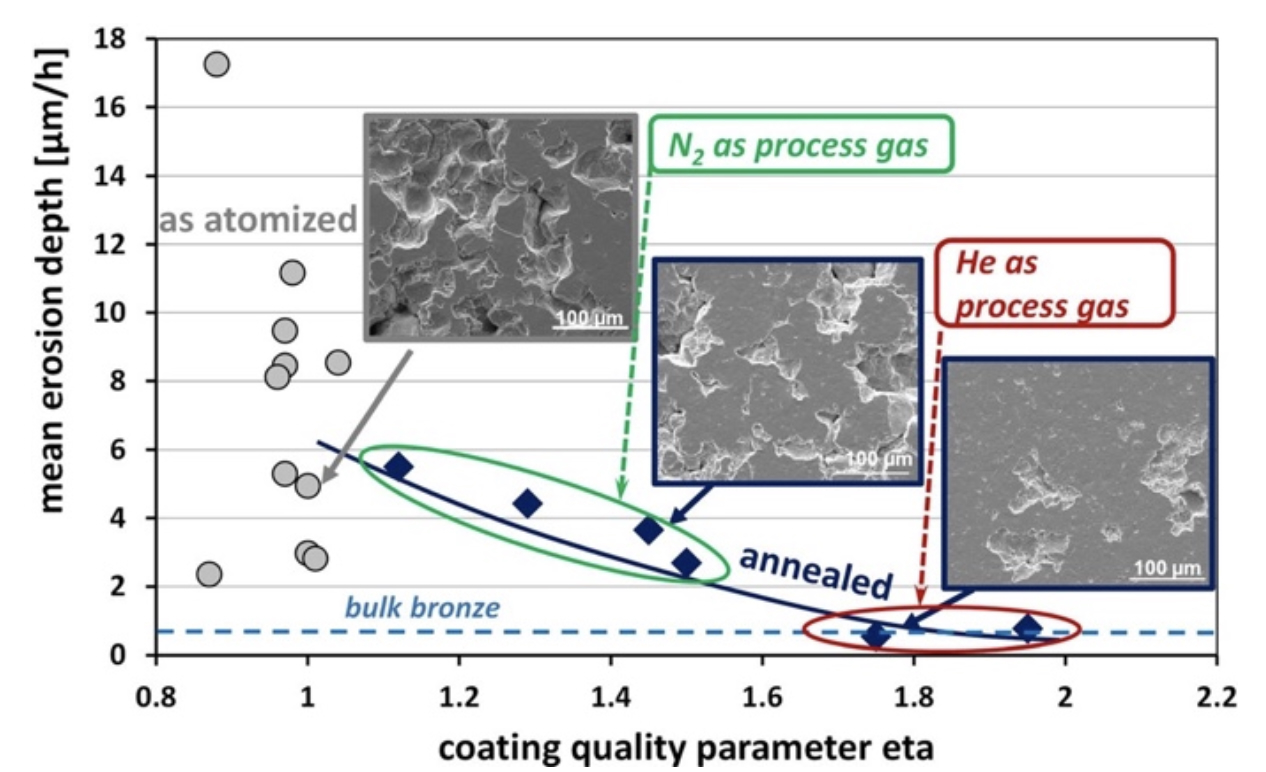
調整済みコーティング品質パラメータ n に対する平均侵食深さの推移。粉末の焼鈍処理により粉末強度が低下することで、高いコーティング品質を実現できる。図中の挿入図は、100分間のキャビテーション試験後に生じた表面損傷を示している。
図および研究:©Hauer et al., 2021.
ハウアーらの研究から得られる重要な教訓の一つは、初期の侵食速度は誤解を招きやすいという点である。熱噴射および動的噴射によるコーティングでは、初期に高い材料損失が見られることが多く、その後、より低く安定した侵食速度に移行することが多かった。このため、ハウアーらは、長期的なコーティング性能をより適切に表す指標として、終末侵食速度を用いた。 120分間の比較試験において、安定化した挙動をより的確に把握するため、終末侵食率は主に試験の後半(60分以降)のデータに基づいて評価された。
試験結果から、制御された振動キャビテーション装置の有用性が明らかになった。鋳造ニッケル・アルミニウム青銅の最終侵食速度は約0.40 µm/hであった。最適化されたウォームスプレー法による青銅は0.57 µm/hに達し、鋳造材の基準値に近い値を示した。 造船用鋼材に施した最適化されたアーク溶射コーティングの侵食率は約1.02 µm/hに達したのに対し、最適化されたHVOFコーティングは約1.74 µm/hに達した。 これらの被膜は鋳造プロペラ用青銅には完全には及ばなかったものの、造船用鋼を劇的に上回る性能を示した。本研究によると、アーク溶射およびHVOF溶射被膜は、VL-A鋼に比べてそれぞれ約26倍および16倍のキャビテーション耐性を達成した。

ASTM G32用交換可能チップ – キャビテーション侵食試験
キャビテーション侵食試験の振動装置としてソニケーターを使用する
 実用的な結論として、振動装置としてUIP1000hdT超音波処理装置を用いたキャビテーション侵食試験は、単に材料の順位付けを行うだけにとどまらない。この試験により、コーティングプロセス、微細構造、酸化物含有量、気孔率、界面結合、および後処理が、実際の侵食挙動にどのように影響するかが明らかになる。 Hauerらは、鋼製舵面の性能向上においては、HVOFおよびアークスプレーが性能とコストのバランスに優れた選択肢となり得る一方、バルクニッケル・アルミニウム青銅に近いキャビテーション耐性が求められる場合には、コールドスプレーおよびウォームスプレーが適していると結論づけた。
実用的な結論として、振動装置としてUIP1000hdT超音波処理装置を用いたキャビテーション侵食試験は、単に材料の順位付けを行うだけにとどまらない。この試験により、コーティングプロセス、微細構造、酸化物含有量、気孔率、界面結合、および後処理が、実際の侵食挙動にどのように影響するかが明らかになる。 Hauerらは、鋼製舵面の性能向上においては、HVOFおよびアークスプレーが性能とコストのバランスに優れた選択肢となり得る一方、バルクニッケル・アルミニウム青銅に近いキャビテーション耐性が求められる場合には、コールドスプレーおよびウォームスプレーが適していると結論づけた。
研究所やコーティング開発者にとって、再現性のある結果を得るための鍵は、試験パラメータ(ソノトロードの振幅、周波数、ソノトロードと試料の距離、液温、液体の化学的性質、試料の調製、計量間隔、および侵食速度の算出)を厳密に管理することにあります。 これらの条件を定義することで、Hielscher UIP1000hdTは、超音波キャビテーションを定量的なコーティング性能データに変換するための、実用的かつ再現性の高い方法を提供します。

キャビテーション侵食試験用ワークシート例
ASTM G32 キャビテーション侵食試験の試験装置
超音波処理装置 UIP500hdT、UIP1000hdT、UIP15000hdT、および UIP2000hdT は、ASTM G32 試験に適しています。これらの各機種には、高精度な 振幅測定プロトコル ソノトロード先端における機械的振幅。これらの機器のいずれかを使用する際は、ソノトロード BS4d22(直径 22mm)およびスタンド ST2 を併用することをお勧めします。
| ちょうおんぱはっせいそうち | 超音波出力 | 頻度 |
|---|---|---|
| UIP500hdT | 500W | 20kHz |
| UIP1000hdT | 1000W | 20kHz |
| UIP1500hdT | 1500W | 20kHz |
| UIP2000hdT | 2000W | 20kHz |

ASTM G32 -16 15.9mm の取り替え可能な先端が付いている Sonotrode
デザイン、製造、コンサルティング – 品質 ドイツ製
Hielscher社の超音波装置は、その最高の品質と設計基準でよく知られています。頑丈で操作が簡単なため、産業設備にスムーズに組み込むことができます。過酷な条件や厳しい環境でも、Hielscherの超音波装置は容易に対応できます。
Hielscher Ultrasonics社は、ISO認証取得企業であり、最先端の技術と使いやすさを特徴とする高性能超音波振動子に特に重点を置いています。もちろん、Hielscherの超音波装置はCEに準拠しており、UL、CSA、RoHsの要件を満たしています。

チタン表面のキャビテーション侵食
よくある質問
ASTM G32-16とは何ですか?
ASTM G32-16は、振動装置を用いてキャビテーション侵食を測定するためのASTM Internationalの標準試験方法である。 参照された研究では、20 kHzのソノトロード、50 µmのピーク間振幅、および0.5 mmの試料とソノトロード間の距離を用いた間接配置でこの試験法が適用された。
ブロンズコーティングとは何ですか?
ブロンズコーティングとは、ニッケル・アルミニウム・ブロンズやマンガン・アルミニウム・ブロンズなどの銅系合金の表面層であり、コールドスプレー、ウォームスプレー、HVOFスプレー、アークスプレーなどのプロセスによって基材に形成されるものです。これらは、特に船舶用部品において、耐摩耗性、耐食性、およびキャビテーション侵食耐性を向上させるために使用されます。
キャビテーション侵食試験はどのような目的で使用されるのでしょうか?
キャビテーション侵食試験は、キャビテーション気泡の崩壊によって生じる損傷に対して、材料やコーティングがどれほど耐性を持つかを定量的に評価するために用いられます。この試験では、経時的な材料損失を測定し、それを侵食深さに換算した上で、最大侵食速度や終末侵食速度などのパラメータを評価し、材料の比較やプロセスの選定に活用します。
文献・参考文献
- Hielscher Cavitation Erosion Test Protocol – ASTM G32
- Hauer, Michél; Gärtner, Frank; Krebs, Sebastian; Klassen, Thomas; Watanabe, Makoto; Kuroda, Seiji; Krömmer, Werner; Henkel, Knuth-Michael (2021): Process Selection for the Fabrication of Cavitation Erosion-Resistant Bronze Coatings by Thermal and Kinetic Spraying in Maritime Applications. Journal of Thermal Spray Technology 30, 2021.
- Bolewski, Łukasz; Szkodo, Marek; Kmieć, Mateusz (2017): Cavitation erosion degradation of Belzona® coatings. Advances in Materials Science. 17, 2017.
- Kmieć, Mateusz; Karpiński, Bartłomiej; Szkodo, Marek (2016): Cavitation Erosion of P110 Steel in Different Drilling Muds. Advances in Materials Science. 16, 2016.
- Müller, Saskia; Fischper, Maurice; Mottyll, Stephan; Skoda, Romuald; Hussong, Jeanette (2014): Analysis of the cavitating flow induced by an ultrasonic horn – Experimental investigation on the influence of actuation phase, amplitude and geometrical boundary conditions. EPJ Web of Conferences 67, 2014.
- 高性能
- 最先端技術
- 信頼性 & 堅牢性
- 調整可能で正確なプロセス制御
- バッチ & インライン
- どのボリュームに対しても
- インテリジェント・ソフトウェア
- スマート機能(プログラマブル、データ・プロトコル、リモート・コントロールなど)
- 操作が簡単で安全
- ローメンテナンス
- CIP(クリーンインプレイス)