Del UCO al biodiésel mediante reactores ultrasónicos
El aceite de cocina usado (UCO) se ha convertido en una de las materias primas más atractivas para la producción sostenible de biodiésel. La conversión del UCO en biodiésel, o éster metílico de aceite de cocina usado, ayuda a reducir los residuos, disminuye los costes de las materias primas y favorece una economía de combustibles más circular. Para los productores de biodiésel que buscan una tecnología de procesamiento eficiente, los reactores de biodiésel ultrasónicos de Hielscher ofrecen una potente solución para intensificar los procesos de transesterificación y esterificación.
Los reactores de biodiésel por ultrasonidos Hielscher se utilizan ampliamente para mejorar la conversión de aceites y grasas de bajo coste en biodiésel de alta calidad. Al crear una mezcla intensa a nivel microscópico, la cavitación ultrasónica acelera las reacciones químicas, mejora la transferencia de masa entre fases inmiscibles y ayuda a los productores a lograr una fabricación de biodiésel rápida, fiable y escalable.

Sonicador de 16 kW UIP16000hdT para la producción continua de biodiésel
UCOME – Biodiésel a partir de aceites usados
UCOME son las siglas de éster metílico de aceite de cocina usado. Se trata de un combustible biodiésel producido mediante la conversión de aceites de cocina usados en ésteres metílicos de ácidos grasos a través de una reacción química con metanol. Dado que el UCO es una materia prima reciclada, el UCOME resulta especialmente atractivo tanto desde el punto de vista económico como medioambiental.
Comparado con los aceites vegetales vírgenes, el UCO ofrece claras ventajas de coste, pero también presenta retos de procesado. El aceite de cocina usado suele contener:
- Ácidos grasos libres (AGL)
- Agua
- Residuos y contaminantes alimentarios
- Productos de oxidación
- Composición variable según la fuente y el historial de uso
Estos factores hacen que la eficiencia del proceso y el rendimiento del reactor sean especialmente importantes. Aquí es donde los reactores de biodiésel por ultrasonidos ofrecen ventajas significativas.
Cómo los reactores ultrasónicos de biodiésel mejoran la conversión de UCO en UCOME
La producción tradicional de biodiésel suele depender de la agitación mecánica y el calor para poner en contacto el aceite, el alcohol y el catalizador. Como el aceite y el metanol no se mezclan bien, los reactores convencionales pueden sufrir de velocidades de reacción lentas, conversión incompleta, mayor consumo de productos químicos y tiempos de residencia más largos.
Los reactores ultrasónicos de Hielscher utilizan ultrasonidos de alta intensidad para generar cavitación en el líquido. La cavitación produce zonas de mezcla microscópicas con fuerzas de cizallamiento extremadamente altas. Esto rompe el metanol en gotitas muy finas dentro de la fase oleosa y crea un área interfacial mucho mayor para la reacción.
El resultado es un proceso de biodiésel altamente intensificado con importantes beneficios:
- Transesterificación y esterificación más rápidas
- Eficacia de conversión mejorada
- Mejor uso del metanol y el catalizador
- Reducción del tiempo de reacción
- Capacidad de procesamiento continuo en línea
- Fácil ampliación de la producción piloto a la industrial
En el caso de las materias primas de UCO con un elevado contenido de FFA, los ultrasonidos son especialmente beneficiosos porque mejoran tanto la esterificación catalizada por ácidos como la transesterificación catalizada por bases.
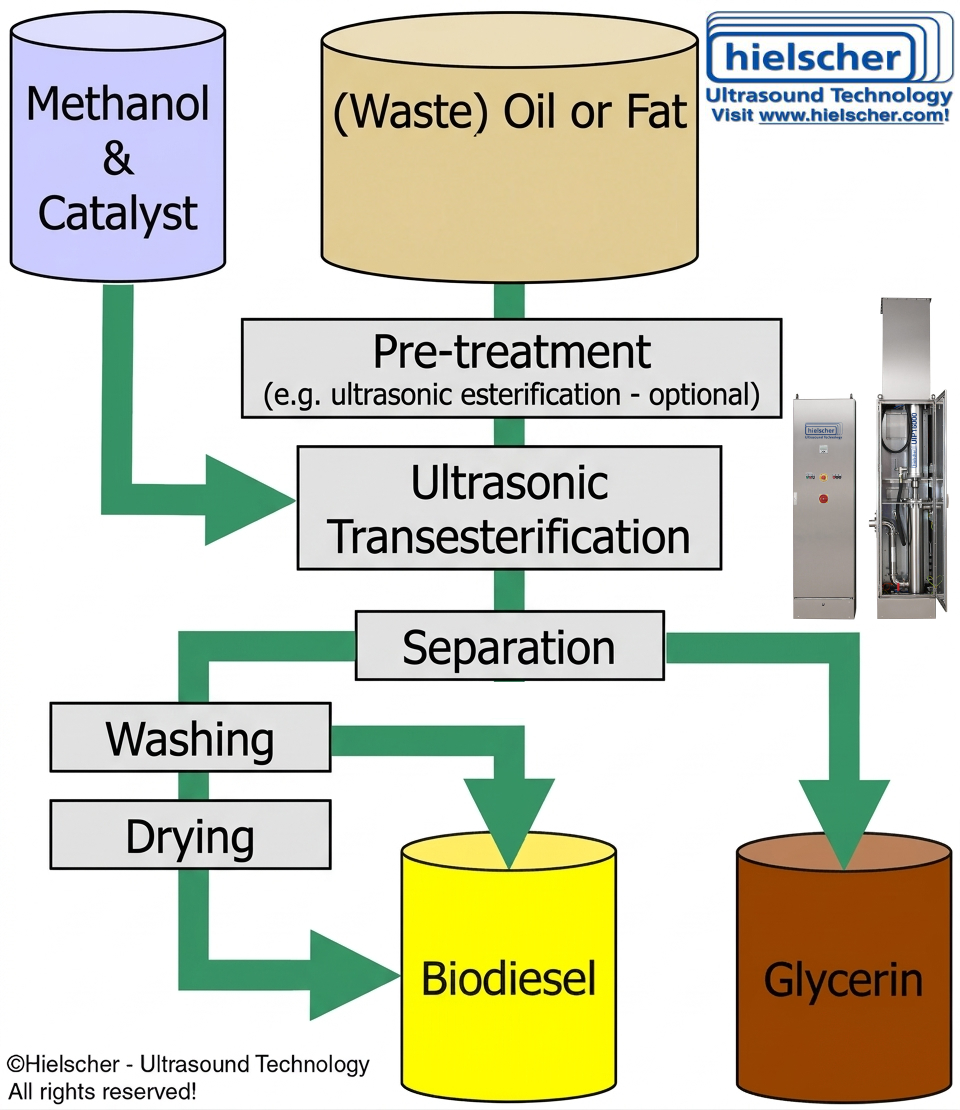
Diagrama del proceso de elaboración de biodiésel mejorado por ultrasonidos
Del UCO al biodiésel: Resumen del proceso
La conversión de aceite de cocina usado en biodiésel implica generalmente varias etapas de proceso. Los reactores de biodiésel por ultrasonidos de Hielscher pueden integrarse en diseños de procesos de una o dos etapas en función de la calidad de la materia prima.
Un proceso típico de conversión de UCO en biodiésel incluye:
- Recogida y almacenamiento de aceite de cocina usado
- Filtración para eliminar sólidos y partículas de alimentos
- Secado o deshidratación para reducir el contenido de humedad
- Análisis de FFA para determinar la ruta de reacción necesaria
- Esterificación de los ácidos grasos libres cuando los AGL son elevados
- Transesterificación con metanol para formar ésteres metílicos
- Separación de biodiésel y glicerol
- Lavado o purificación en seco del biodiésel
- Pulido final para alcanzar las especificaciones de calidad del combustible
Cuando los niveles de AGL son elevados, se suele utilizar un pretratamiento de esterificación para convertir los ácidos grasos libres en ésteres antes de la etapa principal de transesterificación. El tratamiento por ultrasonidos puede acelerar ambas etapas y mejorar la productividad general de la planta. Más información sobre la conversión de biodiésel en dos etapas asistida por ultrasonidos.
Por qué los reactores ultrasónicos de Hielscher son adecuados para el biodiésel UCOME
Los reactores de ultrasonidos Hielscher están diseñados para el procesamiento industrial de líquidos y son especialmente eficaces en aplicaciones de biodiésel en las que la mezcla líquido-líquido controla la velocidad de reacción. En lugar de depender únicamente de la agitación a granel, los ultrasonidos crean una intensa energía localizada exactamente donde se necesita.
Esto ofrece a los productores varias ventajas prácticas.
- Excelente mezcla de aceite y metanol
Una de las principales limitaciones en la producción de biodiésel es la escasa miscibilidad del aceite y el metanol. Los reactores ultrasónicos de Hielscher crean una emulsión muy fina, lo que mejora enormemente el contacto entre los reactantes. Un mejor contacto significa una cinética de reacción más rápida y una mayor conversión. - Alto rendimiento con materias primas difíciles
El UCO no es una materia prima uniforme. Su contenido de agua, nivel de FFA y carga de contaminación pueden variar de un lote a otro. Los reactores Hielscher ayudan a compensar estas variaciones intensificando el entorno de reacción, lo que hace que el proceso sea más robusto y adaptable. - Menor tiempo de residencia
Dado que los ultrasonidos aceleran la esterificación y la transesterificación, los productores pueden lograr la conversión deseada en menos tiempo que con los sistemas convencionales de agitación. Esto puede reducir los requisitos de volumen del reactor y aumentar el rendimiento. - Funcionamiento continuo en línea
Los reactores de biodiésel ultrasónicos de Hielscher son ideales para el procesamiento continuo. Las configuraciones de reactor en línea permiten una producción en estado estable con una calidad reproducible, lo que resulta muy valioso para las plantas de biodiésel comerciales. - Escalado sencillo
Una de las principales ventajas de la tecnología de Hielscher es el escalado lineal. Los parámetros de proceso establecidos en pruebas de laboratorio o piloto pueden transferirse a sistemas de producción más grandes de forma más predecible. Esto reduce el riesgo de desarrollo y simplifica la planificación de la expansión. - Fiabilidad industrial
Los sistemas de Hielscher están diseñados para un uso industrial exigente. Para los productores de biodiésel, esto significa un rendimiento fiable del reactor, resultados reproducibles y compatibilidad con las líneas de proceso automatizadas. - Producción de biodiésel según ASTM D6751 y EN 14214
Los productores comerciales de biodiésel suelen centrarse en especificaciones de calidad del combustible como ASTM D6751 y EN 14214. Estas normas definen propiedades críticas como el contenido de ésteres, la viscosidad, el punto de inflamación, el valor ácido, el contenido de agua, la estabilidad a la oxidación, los límites de contaminantes y los niveles de glicerina.
Lea cómo funciona el biodiésel producido por ultrasonidos en motores de combustión diésel.

El mezclado por ultrasonidos supera en eficacia a los mezcladores de impulsor mecánico.
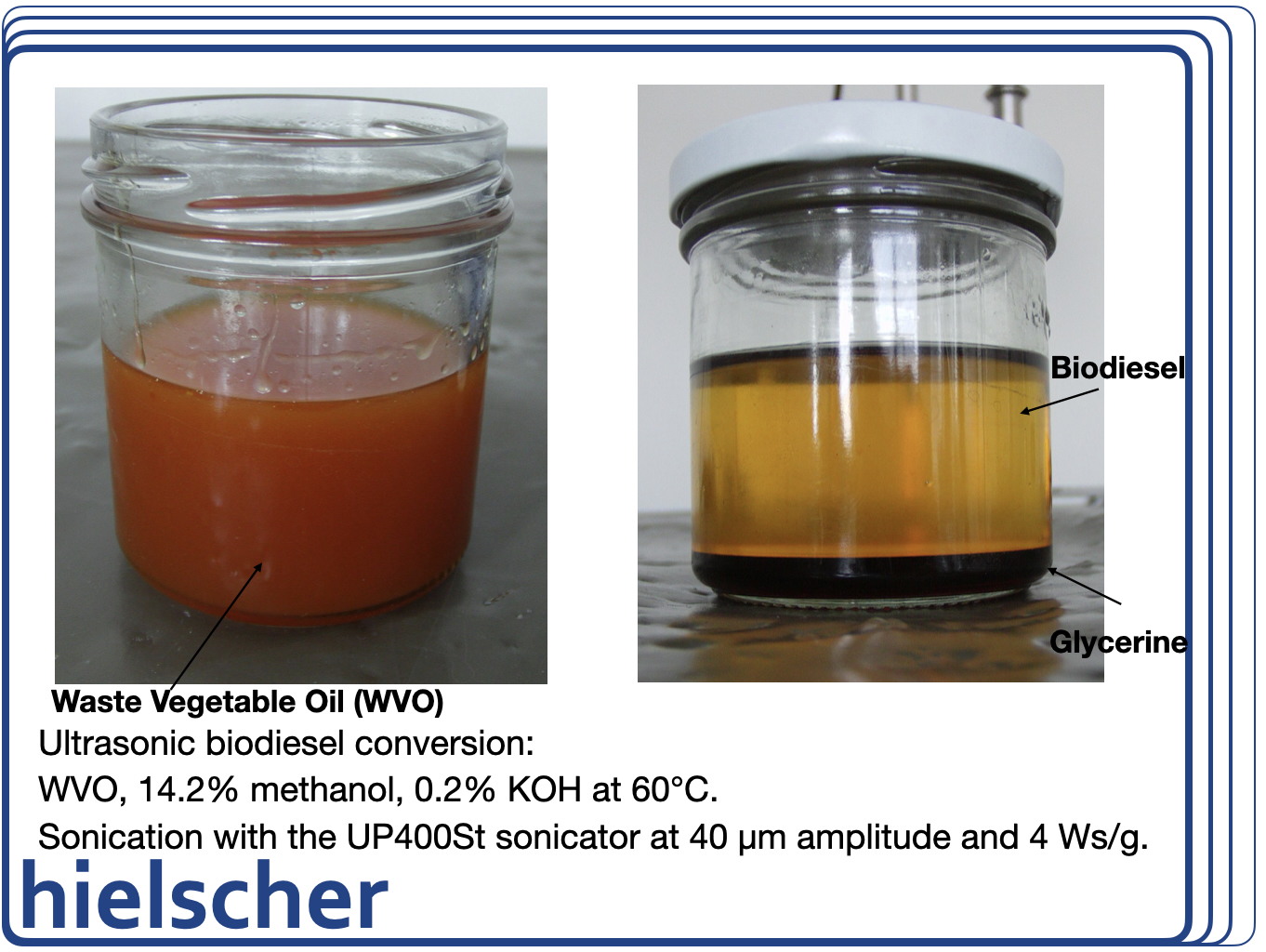
De aceites y grasas vegetales usados a biodiésel utilizando reactores ultrasónicos Hielscher.
Biodiésel a pequeña escala para granjas y usuarios aislados
En algunos países o regiones, la normativa sobre biodiésel es limitada o no se aplica a los pequeños usuarios privados. Los agricultores y los propietarios de equipos pueden producir pequeñas cantidades de biodiésel a partir de aceite de cocina usado para su consumo in situ en tractores, generadores, calefactores u otros equipos agrícolas diésel.
En estos casos, el objetivo suele ser la sustitución práctica del combustible más que la venta comercial certificada. Los reactores de biodiésel ultrasónicos también pueden resultar atractivos para este tipo de producción descentralizada porque ofrecen:
- Tiempos de reacción rápidos
- Conversión eficiente con equipos compactos
- Adecuado para materias primas variables de aceites usados
- Reducción de la dependencia de grandes tanques agitados
- Posibilidad de configuraciones de procesamiento modulares
Al mismo tiempo, es importante dejar claro que el biodiésel no especificado puede no ser adecuado para todos los motores, puede no cumplir los requisitos legales locales y puede presentar problemas de almacenamiento, compatibilidad de materiales, emisiones o garantía del motor. Cuando existan normas para el biodiésel, el combustible deberá ensayarse y producirse en consecuencia antes de su uso en aplicaciones reguladas o en vehículos de carretera.

Reactor ultrasónico UIP1000hdT para mejorar la conversión de aceites y grasas en biodiésel.
Ventajas económicas de la producción de biodiésel por ultrasonidos a partir de UCO
El coste de la materia prima es una de las principales variables económicas del biodiésel. Como el aceite de cocina usado suele ser menos caro que los aceites vegetales refinados, ofrece un gran potencial de ahorro. Sin embargo, este ahorro puede perderse si el proceso es lento, químicamente ineficiente o incapaz de gestionar la variabilidad de la materia prima.
Los reactores de biodiésel ultrasónicos de Hielscher ayudan a proteger la rentabilidad mejorando la eficiencia de la reacción y la productividad de la planta. Las ventajas económicas potenciales incluyen:
- Mejor aprovechamiento de las materias primas UCO de bajo coste
- Mayor rendimiento
- Reducción del tiempo de reacción
- Menor demanda de energía relacionada con la mezcla en comparación con los escenarios de agitación a granel ineficientes.
- Mejora de la coherencia del proceso
- Integración más sencilla en líneas de producción continua
Para los productores que deseen ampliar la producción de biodiésel a partir de aceites usados, esta combinación de flexibilidad de la materia prima e intensificación del proceso puede ser muy valiosa.
¡Convierta el biodiésel UCO en UCOME de forma eficiente con los reactores ultrasónicos de Hielscher!
Convertir el aceite de cocina usado en UCOME es una forma inteligente de crear combustible renovable a partir de residuos, al tiempo que se mejora la sostenibilidad y se reducen los costes de las materias primas. Dado que el UCO suele ser más difícil de procesar que los aceites vírgenes, la tecnología de los reactores desempeña un papel crucial para lograr una producción de biodiésel eficiente y fiable.
Los reactores de biodiésel ultrasónicos de Hielscher intensifican la reacción entre el aceite y el metanol mediante la mezcla y la transferencia de masa impulsadas por la cavitación. Esto permite una esterificación y transesterificación más rápidas, un mejor manejo de las materias primas UCO variables y una producción en línea escalable de biodiésel.
Para los productores comerciales, los sistemas ultrasónicos de Hielscher se utilizan en procesos de biodiésel diseñados para producir combustible que cumpla las normas ASTM D6751 y EN 14214. Para los agricultores y pequeños usuarios de países sin normativa sobre biodiésel, los reactores ultrasónicos también pueden apoyar la producción compacta de cantidades más pequeñas de biodiésel para el uso de equipos locales, reconociendo al mismo tiempo que el combustible no especificado debe utilizarse con precaución y de acuerdo con los requisitos locales y la compatibilidad del motor.
Si su objetivo es la producción eficiente de UCO a UCOME, los reactores ultrasónicos de biodiésel de Hielscher ofrecen una plataforma tecnológica potente y escalable para el procesamiento moderno de biodiésel.

3 sonicadores UIP1000hdT instalados para biodiésel
La tabla siguiente le ofrece una indicación de la capacidad de procesamiento aproximada de los reactores de biodiésel por ultrasonidos de Hielscher:
|
Tasa de flujo
|
Potencia
|
|---|---|
|
20 – 100L/hr
|
|
|
80 – 400L/hr
|
|
|
0,3 – 1.5 m³/hr
|
|
|
2 – 10 m³/h
|
|
|
20 – 100 m³/h
|
¿Por qué Hielscher es una buena opción para los productores de biodiésel?
Hielscher es reconocida por su tecnología industrial de ultrasonidos diseñada para aplicaciones de procesos reales. En la producción de biodiésel, los reactores ultrasónicos de Hielscher proporcionan una ruta práctica para intensificar la conversión UCO, mejorar la mezcla de metanol-aceite y apoyar la producción eficiente de biodiésel a partir de aceites y grasas residuales.
Entre las principales razones por las que los productores eligen Hielscher se incluyen:
- Experiencia probada en ultrasonidos
- Diseños de reactores en línea para el procesado continuo de biodiésel
- Aptitud para la esterificación y la transesterificación
- Sólida vía de ampliación del laboratorio a la producción
- Equipos robustos para entornos industriales
- Procesamiento eficaz de materias primas difíciles, como el aceite de cocina usado.
Diseño, fabricación y consultoría – Calidad Made in Germany
Los ultrasonidos de Hielscher son conocidos por sus elevados estándares de calidad y diseño. Su robustez y fácil manejo permiten una integración sin problemas de nuestros ultrasonidos en las instalaciones industriales. Los ultrasonidos de Hielscher soportan sin problemas las condiciones más duras y los entornos más exigentes.
Hielscher Ultrasonics es una empresa con certificación ISO y pone especial énfasis en los ultrasonidos de alto rendimiento con tecnología punta y facilidad de uso. Por supuesto, los ultrasonidos de Hielscher cumplen la normativa CE y los requisitos de UL, CSA y RoHs.

3 sonicadores UIP1000hdT para la transesterificación del biodiésel a partir de aceites vegetales usados, grasas de fritura y sebo.
Literatura / Referencias
- J. Sáez-Bastante, M. Carmona-Cabello, S. Pinzi, M.P. Dorado (2020): Recycling of kebab restoration grease for bioenergy production through acoustic cavitation. Renewable Energy, Volume 155, 2020. 1147-1155.
- M. Maghami, S.M. Sadrameli, B. Ghobadian (2015): Production of biodiesel from fishmeal plant waste oil using ultrasonic and conventional methods. Applied Thermal Engineering, Volume 75,
2015. 575-579. - Veera Gnaneswar Gude, Georgene Elizabeth Grant (2013): Biodiesel from waste cooking oils via direct sonication. Applied Energy, Volume 109, 2013. 135-144.
- Medeiros, Eliane; Vieira, Bruno; Pereira, Cláudio; Nadaleti, Willian; Quadro, Maurizio; Andreazza, Robson (2019): Production of biodiesel using oil obtained from fish processing residue by conventional methods assisted by ultrasonic waves: Heating and stirring. Renewable Energy 2019.
- Abdullah, C. S. ; Baluch, N.; Mohtar S. (2015): Ascendancy of ultrasonic reactor for micro biodiesel production. Jurnal Teknologi (Sciences ; Engineering) 77:5; 2015. 155-161.
- Ali Gholami, Fathollah Pourfayaz, Akbar Maleki (2021): Techno-economic assessment of biodiesel production from canola oil through ultrasonic cavitation. Energy Reports, Volume 7, 2021. 266-277.
- Darwin, Sebayan; Agustian, Egi; Praptijanto, Achmad (2010): Transesterification Of Biodiesel From Waste Cooking Oil Using Ultrasonic Technique. International Conference on Environment 2010 (ICENV 2010).
Preguntas frecuentes
¿Se puede utilizar biodiésel en maquinaria agrícola?
Sí. Los equipos agrícolas con motores diésel de encendido por compresión generalmente pueden utilizar mezclas de biodiésel, y muchos fabricantes aprueban mezclas como B5 o B20; las mezclas superiores dependen del motor específico, los materiales del sistema de combustible y la orientación del OEM.
¿Qué motores pueden funcionar con biodiésel?
El biodiésel está destinado a los motores diésel, especialmente los de encendido por compresión utilizados en vehículos, generadores y maquinaria agrícola. En la práctica, prácticamente todos los motores diésel pueden funcionar con mezclas bajas de biodiésel, mientras que el uso de mezclas más altas o biodiésel puro (B100) requiere la compatibilidad del motor y la aprobación del fabricante.
¿Qué es la norma estadounidense ASTM D6751?
La norma ASTM D6751 es la especificación estadounidense para la mezcla de biodiésel B100 con combustibles destilados medios. Define las propiedades requeridas del combustible y cubre los grados S15 y S500, correspondientes a contenidos máximos de azufre de 15 ppm y 500 ppm.
¿Qué es el biodiésel UCOME?
UCOME significa éster metílico de aceite de cocina usado. Es un biodiésel de éster metílico de ácidos grasos que se obtiene convirtiendo aceite de cocina usado en ésteres metílicos, normalmente para su uso como sustituto del diésel o componente de mezclas.
¿Es adecuado el UCOME como componente de mezcla para el fuel-oil bio-marino?
Sí. El UCOME ya se utiliza comercialmente como componente de mezclas en formulaciones de biocombustibles marinos, por ejemplo en mezclas con fuelóleo de muy bajo contenido en azufre (VLSFO). Su idoneidad depende de la calidad del combustible, la estabilidad, la compatibilidad y el cumplimiento de las especificaciones del combustible marino y los requisitos de manipulación.
- elevada eficiencia
- Tecnología punta
- fiabilidad & robustez
- control de procesos preciso y ajustable
- lote & en línea
- para cualquier volumen
- software inteligente
- funciones inteligentes (por ejemplo, programables, protocolo de datos, control remoto)
- Manejo sencillo y seguro
- Bajo mantenimiento
- CIP (limpieza in situ)

Hielscher Ultrasonics fabrica homogeneizadores ultrasónicos de alto rendimiento de laboratorio a tamaño industrial.