Ensayos prácticos de erosión por cavitación en recubrimientos de bronce marino
Los ensayos de erosión por cavitación resultan especialmente útiles cuando vinculan una exposición controlada en laboratorio con un problema de ingeniería real. Un ejemplo práctico es la evaluación de recubrimientos de bronce resistentes a la cavitación para componentes marítimos, como timones y hélices de barcos. Estas piezas funcionan en zonas donde las fluctuaciones locales de presión pueden generar burbujas de vapor que colapsan cerca de la superficie, creando cargas de impacto repetidas de alta intensidad. Con el tiempo, esto produce picaduras, daños por fatiga, fallo del recubrimiento y pérdida de material.
Ensayo de erosión por cavitación de recubrimientos de bronce
En el estudio de Hauer et al., se compararon los recubrimientos de bronce obtenidos mediante pulverización en frío, pulverización en caliente, pulverización HVOF y pulverización por arco con el bronce de níquel-aluminio fundido y el acero para construcción naval. La pregunta central era sencilla: ¿qué proceso de recubrimiento puede producir una superficie de bronce que resista la exposición a la cavitación el tiempo suficiente para su uso en el ámbito marítimo? Para responder a ella, los investigadores utilizaron un ensayo de erosión por cavitación basado en la norma ASTM G32-16 con un aparato vibratorio, que incluía un sistema vibratorio ultrasónico Hielscher UIP1000hdT como sistema de ensayo.

Sonicador UIP1000hdT (1000 W, 20 kHz) Montaje para el ensayo de erosión por cavitación
Control preciso de las condiciones de ensayo y registro automatizado de datos
El sonicador UIP1000hdT resulta muy adecuado para este tipo de ensayo, ya que genera ultrasonidos de alta intensidad y baja frecuencia en el rango utilizado para los ensayos de erosión por cavitación. El montaje de ensayo de erosión por cavitación, que utiliza el sonicador de 1000 vatios, funciona a 20 kHz y permite una supervisión precisa del proceso, el control de la amplitud, la medición de la temperatura y la generación automática de protocolos con los datos del ensayo. Estas funciones son importantes porque la intensidad de la cavitación depende en gran medida de la amplitud, la temperatura del líquido, la presión del líquido, la geometría del sonotrodo y la distancia entre el sonotrodo y la muestra.
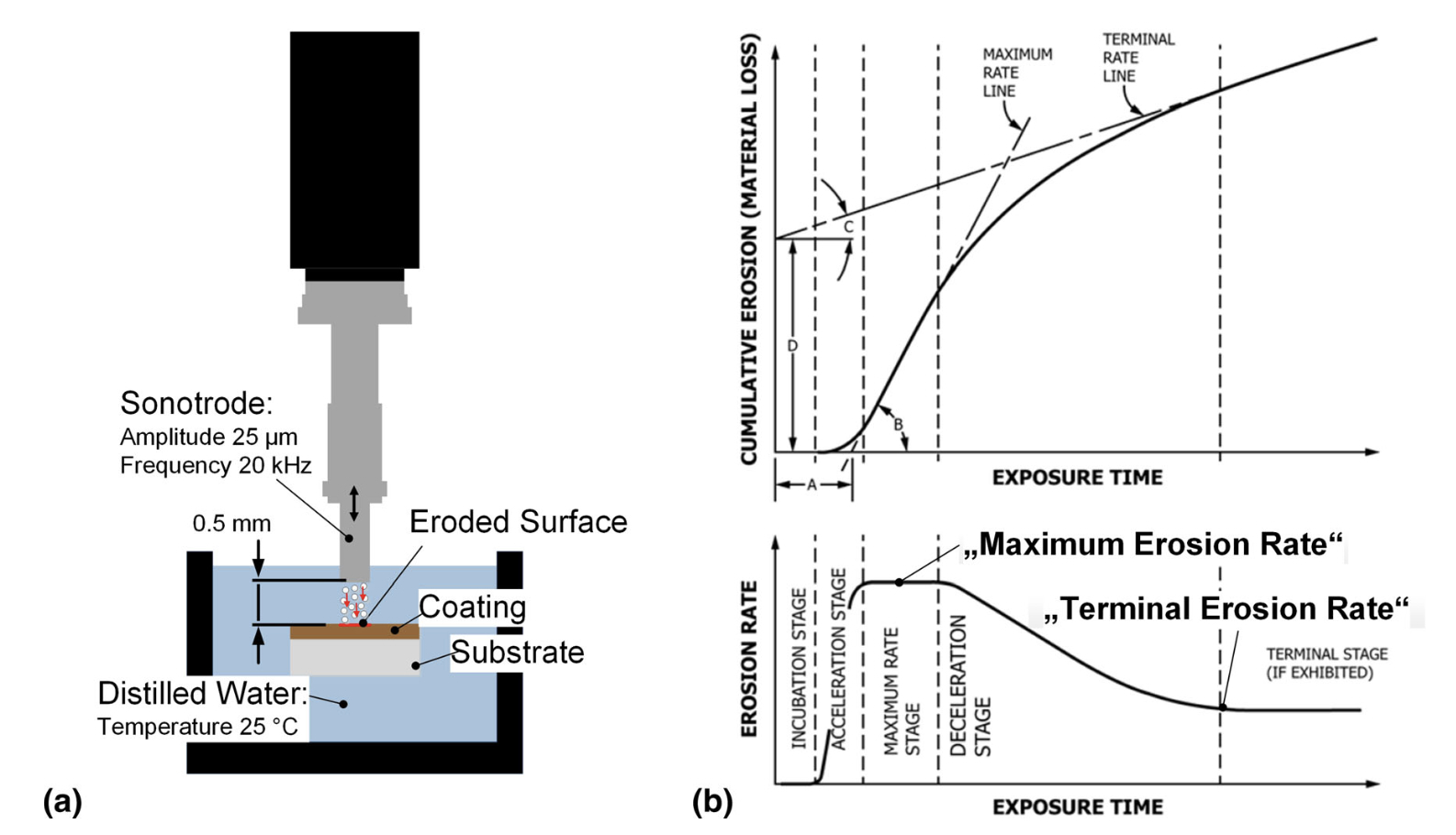
(a) Ensayo de erosión por cavitación según la norma ASTM G32-16 con el sonicador UIP1000hd (método indirecto). Todos los parámetros del ensayo son valores nominales; las tolerancias se indican en la norma.
(b) Fases esquemáticas de la curva de erosión en función del tiempo y parámetros característicos del procedimiento de ensayo.
Gráficos y estudio: ©Hauer et al., 2021.
Ensayo de erosión por cavitación ultrasónica de recubrimientos de bronce
En el caso del recubrimiento de bronce marino, el ensayo se llevó a cabo según la disposición indirecta de la norma ASTM G32. En esta configuración, la probeta no se fija a la bocina vibratoria. En su lugar, el sonotrodo ultrasónico genera cavitación en agua destilada, y la probeta recubierta se fija debajo del sonotrodo a una distancia definida. Hauer et al. utilizaron una distancia de 0,5 mm entre la muestra y el sonotrodo, una frecuencia de 20 kHz y una amplitud pico a pico de 50 µm. El líquido de ensayo fue agua destilada, mantenida a aproximadamente la temperatura ambiente, en torno a los 25 °C.
La preparación de las muestras es un paso fundamental. Antes de la exposición a la cavitación, las superficies recubiertas se lijaron y pulieron por etapas con un abrasivo de diamante fino de menos de 4 µm. Esto reduce la influencia de partículas poco adheridas o irregularidades superficiales que, de otro modo, podrían desprenderse inmediatamente y distorsionar la curva de erosión. El objetivo no es que el recubrimiento tenga un buen aspecto, sino crear unas condiciones iniciales reproducibles para que la pérdida de masa medida refleje la resistencia a la cavitación y no una preparación deficiente de la superficie.

Célula de ensayo ajustable en altura para ensayos de erosión por cavitación (ASTM G32-16)
El procedimiento de ensayo de erosión por cavitación ultrasónica y sus resultados
El procedimiento de ensayo práctico es sencillo. En primer lugar, cada muestra se limpia, se seca y se pesa en una balanza de precisión. A continuación, se coloca en la célula de ensayo debajo del sonotrodo BS4d22 del sonicador UIP1000hdT, ajustando la distancia de 0,5 mm de forma cuidadosa y repetible. El sonicador se hace funcionar a la amplitud y frecuencia definidas, mientras que la temperatura del líquido se controla para evitar que el calentamiento altere la intensidad de la cavitación. Tras un intervalo de exposición definido, se retira la muestra, se limpia, se seca y se vuelve a pesar. Esta secuencia se repite con intervalos de exposición cada vez mayores, en función del material, hasta obtener una curva de erosión completa.
La medida bruta es la pérdida de masa. A efectos de comparación técnica, esta pérdida de masa se convierte en pérdida de volumen utilizando la densidad del material. A continuación, la pérdida de volumen se divide entre la superficie expuesta para determinar la profundidad media de erosión. A partir de la curva de profundidad de erosión, el investigador puede calcular parámetros característicos de la erosión, como la tasa máxima de erosión, la tasa terminal de erosión y la profundidad media de erosión. Hielscher señala también que la erosión puede expresarse en términos de masa, volumen o profundidad de penetración por unidad de tiempo o por energía ultrasónica aplicada, dependiendo del protocolo elegido.
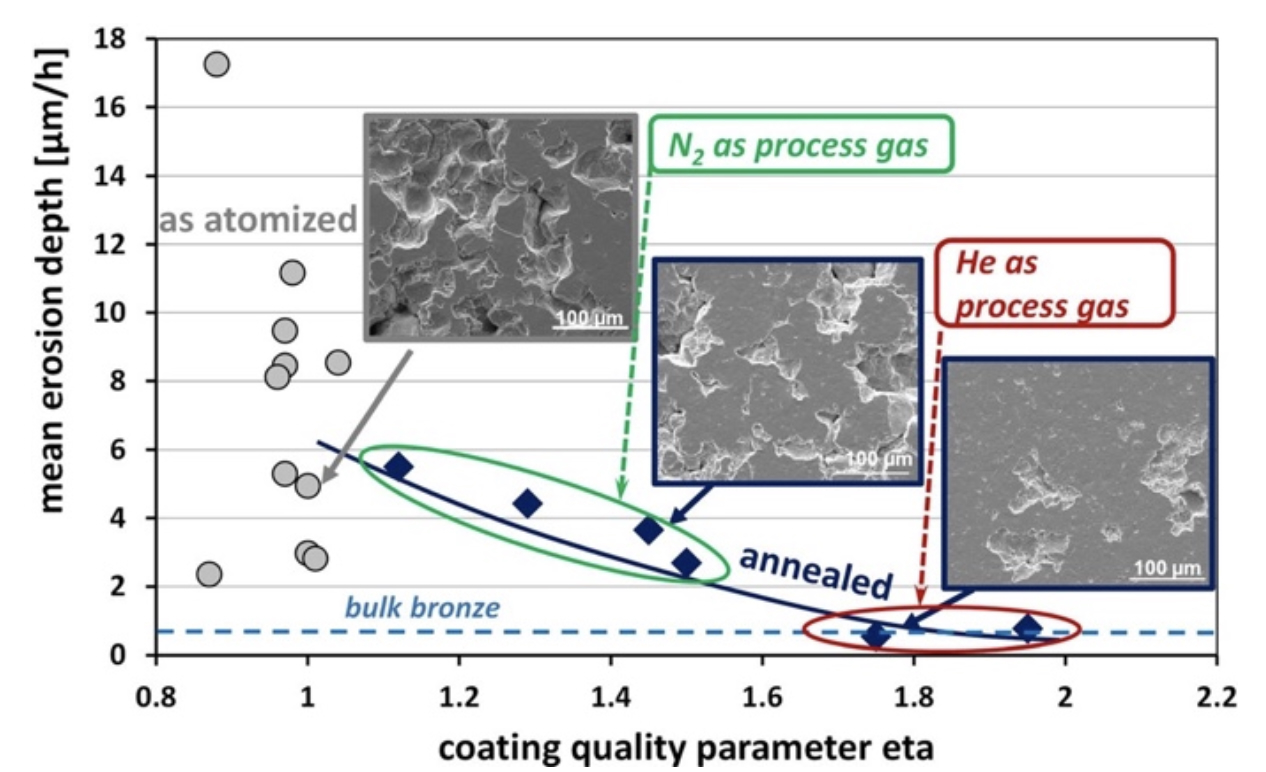
Profundidades medias de erosión en función de los parámetros ajustados de calidad del recubrimiento n. El recocido del polvo y, por lo tanto, la reducción de su resistencia, permiten alcanzar altas calidades de recubrimiento. Las imágenes muestran el daño superficial obtenido tras un tiempo de ensayo de cavitación de 100 min.
Gráficos y estudio: ©Hauer et al., 2021.
Una lección importante que se desprende del estudio de Hauer es que las tasas de erosión iniciales pueden resultar engañosas. Los recubrimientos aplicados mediante pulverización térmica y cinética solían presentar una elevada pérdida inicial de material, seguida de una tasa de erosión más baja y estable. Por este motivo, Hauer et al. utilizaron la tasa de erosión terminal como indicador más representativo del rendimiento a largo plazo del recubrimiento. En su comparación de 120 minutos, la tasa de erosión terminal se evaluó principalmente a partir de la segunda mitad del ensayo, es decir, a partir de los 60 minutos, para reflejar mejor el comportamiento estabilizado.
Los resultados de las pruebas demuestran por qué resulta útil un aparato de cavitación vibratoria controlada. El bronce de níquel y aluminio fundido alcanzó una tasa de erosión final de aproximadamente 0,40 µm/h. El bronce optimizado aplicado mediante pulverización en caliente alcanzó los 0,57 µm/h, una cifra cercana a la del material de referencia fundido. Un recubrimiento optimizado aplicado mediante pulverización por arco sobre acero para construcción naval alcanzó aproximadamente 1,02 µm/h, mientras que un recubrimiento HVOF optimizado alcanzó aproximadamente 1,74 µm/h. Aunque estos recubrimientos no igualaron por completo al bronce de fundición de la hélice, superaron con creces al acero para construcción naval; el estudio indica que los recubrimientos aplicados mediante pulverización por arco y HVOF alcanzaron una resistencia a la cavitación aproximadamente 26 y 16 veces superior, respectivamente, que el acero VL-A.

Punta reemplazable para ASTM G32 – ensayo de erosión por cavitación
Utiliza un sonicador como aparato vibratorio para tus ensayos de erosión por cavitación
 La conclusión práctica es que los ensayos de erosión por cavitación con el sonicador UIP1000hdT como aparato vibratorio no se limitan a clasificar los materiales. Revelan cómo el proceso de recubrimiento, la microestructura, el contenido de óxido, la porosidad, la adhesión en la interfaz y el postratamiento influyen en el comportamiento real frente a la erosión. Hauer et al. concluyeron que los procesos de pulverización HVOF y por arco pueden ofrecer un buen equilibrio entre rendimiento y coste para mejorar las superficies de los timones de acero, mientras que la pulverización en frío y en caliente son las preferidas cuando se requiere una resistencia a la cavitación similar a la del bronce de níquel-aluminio macizo.
La conclusión práctica es que los ensayos de erosión por cavitación con el sonicador UIP1000hdT como aparato vibratorio no se limitan a clasificar los materiales. Revelan cómo el proceso de recubrimiento, la microestructura, el contenido de óxido, la porosidad, la adhesión en la interfaz y el postratamiento influyen en el comportamiento real frente a la erosión. Hauer et al. concluyeron que los procesos de pulverización HVOF y por arco pueden ofrecer un buen equilibrio entre rendimiento y coste para mejorar las superficies de los timones de acero, mientras que la pulverización en frío y en caliente son las preferidas cuando se requiere una resistencia a la cavitación similar a la del bronce de níquel-aluminio macizo.
Para los laboratorios y los desarrolladores de recubrimientos, la clave para obtener resultados reproducibles es el control estricto de los parámetros de ensayo: amplitud del sonotrodo, frecuencia, distancia entre el sonotrodo y la muestra, temperatura del líquido, composición química del líquido, preparación de la muestra, intervalos de pesaje y cálculo de la tasa de erosión. Una vez definidas estas condiciones, el Hielscher UIP1000hdT ofrece una forma práctica y repetible de traducir la cavitación ultrasónica en datos cuantitativos sobre el rendimiento del recubrimiento.

Ejemplo de hoja de trabajo para las pruebas de erosión por cavitación
¡Aquí encontrarás las instrucciones para los ensayos de erosión por cavitación!
Montaje para el ensayo de erosión por cavitación según la norma ASTM G32
Los sonicadores UIP500hdT, UIP1000hdT, UIP15000hdT y UIP2000hdT son aptos para los ensayos según la norma ASTM G32. Podemos suministrar cada una de estas unidades con un preciso protocolo de medición de la amplitud de la amplitud mecánica en la punta del sonotrodo. Recomendamos utilizar cualquiera de estos dispositivos con un sonotrodo BS4d22 (22 mm de diámetro) y un soporte ST2.
| sonicador | Potencia del ultrasonido | frecuencia |
|---|---|---|
| UIP500hdT | 500W | 20 kHz |
| UIP1000hdT | 1000W | 20 kHz |
| UIP1500hdT | 1500 W | 20 kHz |
| UIP2000hdT | 2000W | 20 kHz |

ASTM G32 -16 Sonotrodo de 15,9 mm con punta reemplazable
Diseño, fabricación y consultoría – Calidad Made in Germany
Los ultrasonidos de Hielscher son conocidos por sus elevados estándares de calidad y diseño. Su robustez y fácil manejo permiten una integración sin problemas de nuestros ultrasonidos en las instalaciones industriales. Los ultrasonidos de Hielscher soportan sin problemas las condiciones más duras y los entornos más exigentes.
Hielscher Ultrasonics es una empresa con certificación ISO y pone especial énfasis en los ultrasonidos de alto rendimiento con tecnología punta y facilidad de uso. Por supuesto, los ultrasonidos de Hielscher cumplen la normativa CE y los requisitos de UL, CSA y RoHs.

Erosión por cavitación en la superficie de titanio
Preguntas frecuentes
¿Qué es la norma ASTM G32-16?
La norma ASTM G32-16 es un método de ensayo estándar de ASTM International para medir la erosión por cavitación mediante un aparato vibratorio. En el estudio al que se hace referencia, se aplicó en una configuración indirecta con un sonotrodo de 20 kHz, una amplitud pico a pico de 50 µm y una distancia de 0,5 mm entre la muestra y el sonotrodo.
¿Qué son los recubrimientos de bronce?
Los recubrimientos de bronce son capas superficiales de aleaciones a base de cobre, como el bronce de níquel y aluminio o el bronce de manganeso y aluminio, que se aplican a un sustrato mediante procesos como la pulverización en frío, la pulverización en caliente, la pulverización HVOF o la pulverización por arco. Se utilizan para mejorar la resistencia al desgaste, a la corrosión y a la erosión por cavitación, especialmente en componentes marítimos.
¿Para qué se utilizan los ensayos de erosión por cavitación?
Los ensayos de erosión por cavitación se utilizan para cuantificar la resistencia de un material o recubrimiento al daño causado por el colapso de las burbujas de cavitación. Miden la pérdida de material a lo largo del tiempo, la convierten en profundidad de erosión y evalúan parámetros como la tasa máxima de erosión y la tasa terminal de erosión, con el fin de comparar materiales y seleccionar procesos.
Literatura / Referencias
- Hielscher Cavitation Erosion Test Protocol – ASTM G32
- Hauer, Michél; Gärtner, Frank; Krebs, Sebastian; Klassen, Thomas; Watanabe, Makoto; Kuroda, Seiji; Krömmer, Werner; Henkel, Knuth-Michael (2021): Process Selection for the Fabrication of Cavitation Erosion-Resistant Bronze Coatings by Thermal and Kinetic Spraying in Maritime Applications. Journal of Thermal Spray Technology 30, 2021.
- Bolewski, Łukasz; Szkodo, Marek; Kmieć, Mateusz (2017): Cavitation erosion degradation of Belzona® coatings. Advances in Materials Science. 17, 2017.
- Kmieć, Mateusz; Karpiński, Bartłomiej; Szkodo, Marek (2016): Cavitation Erosion of P110 Steel in Different Drilling Muds. Advances in Materials Science. 16, 2016.
- Müller, Saskia; Fischper, Maurice; Mottyll, Stephan; Skoda, Romuald; Hussong, Jeanette (2014): Analysis of the cavitating flow induced by an ultrasonic horn – Experimental investigation on the influence of actuation phase, amplitude and geometrical boundary conditions. EPJ Web of Conferences 67, 2014.
- elevada eficiencia
- Tecnología punta
- fiabilidad & robustez
- control de procesos preciso y ajustable
- lote & en línea
- para cualquier volumen
- software inteligente
- funciones inteligentes (por ejemplo, programables, protocolo de datos, control remoto)
- Manejo sencillo y seguro
- Bajo mantenimiento
- CIP (limpieza in situ)
Hielscher Ultrasonics fabrica homogeneizadores ultrasónicos de alto rendimiento de laboratorio a tamaño industrial.