การทดสอบการกัดกร่อนแบบคาวิเทชันในทางปฏิบัติของสารเคลือบโลหะบรอนซ์ทางทะเล
การทดสอบการกัดกร่อนจากการเกิดโพรงอากาศมีประโยชน์มากที่สุดเมื่อสามารถเชื่อมโยงการสัมผัสในห้องปฏิบัติการที่ควบคุมได้กับปัญหาทางวิศวกรรมจริง ตัวอย่างที่เป็นประโยชน์คือการประเมินการเคลือบผิวทองแดงต้านการเกิดคาวิเตชันสำหรับชิ้นส่วนทางทะเล เช่น หางเสือเรือและใบพัดเรือ ชิ้นส่วนเหล่านี้ทำงานในบริเวณที่มีความผันผวนของแรงดันในท้องถิ่น ซึ่งอาจก่อให้เกิดฟองอากาศที่ยุบตัวใกล้ผิวหน้า ทำให้เกิดแรงกระแทกที่มีความเข้มสูงซ้ำ ๆ เมื่อเวลาผ่านไป จะทำให้เกิดการกัดกร่อนแบบหลุม ความเสียหายจากความล้า การล้มเหลวของผิวเคลือบ และการสูญเสียวัสดุ
การทดสอบการกัดกร่อนจากการเกิดโพรงอากาศของชั้นเคลือบทองแดง
ในการศึกษาของ Hauer และคณะ ได้เปรียบเทียบการเคลือบผิวด้วยบรอนซ์ที่ผลิตโดยการพ่นเย็น การพ่นอุ่น การพ่นด้วย HVOF และการพ่นด้วยอาร์ค กับบรอนซ์นิกเกิลอะลูมิเนียมหล่อและเหล็กกล้าสำหรับการต่อเรือ คำถามหลักคือ กระบวนการเคลือบผิวแบบใดที่สามารถผลิตพื้นผิวบรอนซ์ที่ทนต่อการสัมผัสกับการเกิดโพรงอากาศได้นานพอสำหรับการใช้งานทางทะเล? ในการตอบคำถามนี้ นักวิจัยได้ใช้การทดสอบการกัดกร่อนแบบคาวิเตชันตามมาตรฐาน ASTM G32-16 โดยใช้เครื่องมือสั่นสะเทือน ซึ่งรวมถึงระบบสั่นสะเทือนอัลตราโซนิก Hielscher UIP1000hdT เป็นระบบทดสอบ

โซนิเคเตอร์ UIP1000hdT (1000 วัตต์, 20 กิโลเฮิรตซ์) การตั้งค่าการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศ
การควบคุมเงื่อนไขการทดสอบอย่างแม่นยำและการบันทึกข้อมูลอัตโนมัติ
เครื่องโซนิเคเตอร์ UIP1000hdT เหมาะอย่างยิ่งสำหรับการทดสอบประเภทนี้ เนื่องจากสามารถส่งคลื่นเสียงความเข้มสูงและความถี่ต่ำในช่วงที่ใช้สำหรับการทดสอบการกัดกร่อนแบบคาวิเทชัน การตั้งค่าการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศโดยใช้เครื่องโซนิเคเตอร์ขนาด 1000 วัตต์ ทำงานที่ความถี่ 20 กิโลเฮิรตซ์ และช่วยให้สามารถตรวจสอบกระบวนการได้อย่างแม่นยำ ควบคุมแอมพลิจูด วัดอุณหภูมิ และบันทึกข้อมูลการทดสอบโดยอัตโนมัติตามโปรโตคอลที่กำหนด ฟังก์ชันเหล่านี้มีความสำคัญเนื่องจากความเข้มของการเกิดคาวิเทชันขึ้นอยู่กับแอมพลิจูด อุณหภูมิของของเหลว ความดันของของเหลว รูปทรงของโซโนโทรด และระยะห่างระหว่างโซโนโทรดกับชิ้นตัวอย่างอย่างมาก
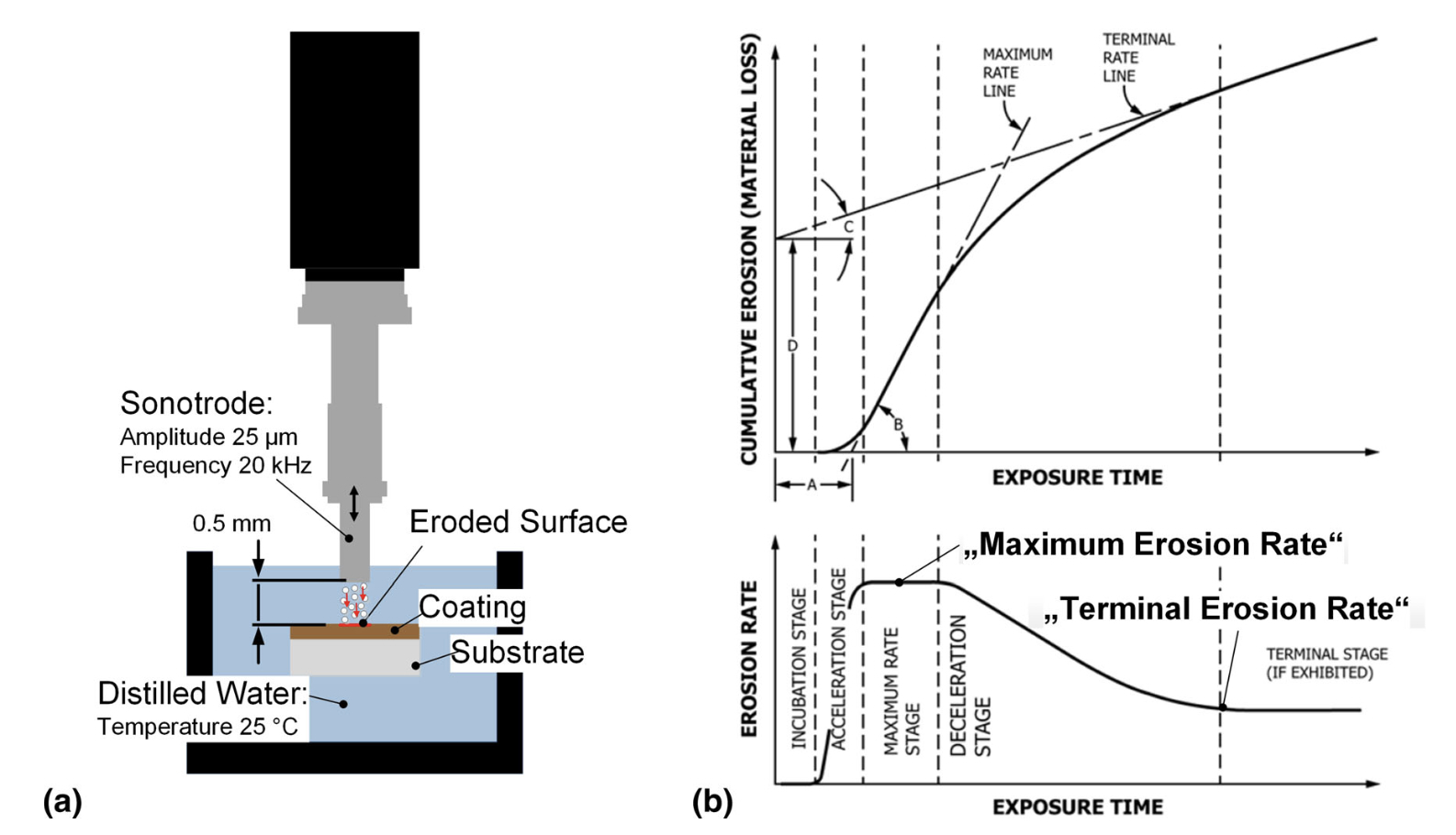
(ก) การทดสอบการกัดกร่อนจากการเกิดโพรงอากาศตามมาตรฐาน ASTM G32-16 โดยใช้เครื่องโซนิเคเตอร์ UIP1000hd (วิธีทางอ้อม) พารามิเตอร์การทดสอบทั้งหมดเป็นค่ามาตรฐาน; ค่าความคลาดเคลื่อนระบุไว้ในมาตรฐาน
(ข) ขั้นตอนเชิงแผนภาพในเส้นโค้งการกัดเซาะ-เวลา และพารามิเตอร์ลักษณะเฉพาะในขั้นตอนการทดสอบ
กราฟิกและการศึกษา: ©Hauer และคณะ, 2021.
การทดสอบการกัดกร่อนด้วยคลื่นเสียงความถี่สูงของชั้นเคลือบทองสัมฤทธิ์
สำหรับตัวอย่างการเคลือบด้วยทองแดงทางทะเล การทดสอบดำเนินการในรูปแบบทางอ้อมตามมาตรฐาน ASTM G32 ในการกำหนดค่านี้ ตัวอย่างไม่ได้ถูกติดตั้งกับแตรสั่น แต่โซโนโตรดอัลตราโซนิกจะสร้างการเกิดโพรงในน้ำกลั่น และตัวอย่างที่เคลือบจะถูกยึดไว้ใต้โซโนโตรดที่ช่องว่างที่กำหนดไว้ Hauer และคณะ ใช้ระยะห่างระหว่างตัวอย่างกับโซโนโทรด 0.5 มม. ความถี่ 20 กิโลเฮิรตซ์ และแอมพลิจูดสูงสุดถึงสูงสุด 50 ไมโครเมตร ของเหลวที่ใช้ทดสอบคือน้ำกลั่น ซึ่งถูกเก็บไว้ที่อุณหภูมิประมาณห้อง ประมาณ 25 องศาเซลเซียส
การเตรียมตัวอย่างเป็นขั้นตอนที่สำคัญมาก ก่อนการสัมผัสกับคาวิเทชัน พื้นผิวที่เคลือบไว้จะถูกขัดและขัดเงาเป็นขั้นตอนโดยใช้ผงขัดเพชรละเอียดจนได้ความละเอียดต่ำกว่า 4 ไมโครเมตร ขั้นตอนนี้ช่วยลดอิทธิพลของอนุภาคที่ติดอยู่ไม่แน่นหรือความไม่เรียบของพื้นผิวที่อาจหลุดออกทันทีและทำให้เส้นโค้งการกัดกร่อนผิดเพี้ยน เป้าหมายไม่ใช่เพื่อให้การเคลือบดูดี แต่เพื่อสร้างเงื่อนไขเริ่มต้นที่สามารถทำซ้ำได้เพื่อให้การสูญเสียมวลที่วัดได้สะท้อนถึงความต้านทานการเกิดฟองอากาศ (cavitation) มากกว่าการเตรียมผิวที่ไม่ดี

เซลล์ทดสอบที่ปรับความสูงได้สําหรับการทดสอบการกัดเซาะโพรงอากาศ (ASTM G32-16)
ขั้นตอนการทดสอบการกัดกร่อนด้วยคลื่นเสียงความถี่สูงและผลลัพธ์
ขั้นตอนการทดสอบภาคปฏิบัติมีความตรงไปตรงมา ขั้นแรก ให้ทำความสะอาดตัวอย่างแต่ละชิ้นให้แห้งและชั่งน้ำหนักบนเครื่องชั่งความละเอียดสูง จากนั้นติดตั้งตัวอย่างในช่องทดสอบใต้โซโนโทรด BS4d22 ของเครื่องโซนิเคเตอร์ UIP1000hdT โดยตั้งค่าช่องว่าง 0.5 มม. อย่างระมัดระวังและทำซ้ำได้ เครื่องโซนิเคเตอร์ทำงานที่แอมพลิจูดและความถี่ที่กำหนดไว้ ในขณะที่ควบคุมอุณหภูมิของของเหลวเพื่อป้องกันการเกิดความร้อนซึ่งอาจเปลี่ยนแปลงความเข้มของการเกิดคาวิเทชัน หลังจากช่วงเวลาการสัมผัสที่กำหนดไว้ ตัวอย่างจะถูกนำออก ทำความสะอาด เช็ดให้แห้ง และชั่งน้ำหนักอีกครั้ง กระบวนการนี้จะถูกทำซ้ำโดยเพิ่มช่วงเวลาการสัมผัสทีละน้อยตามความเหมาะสมของวัสดุ จนกว่าจะได้เส้นโค้งการกัดกร่อนที่สมบูรณ์
การวัดแบบดิบคือการสูญเสียมวล สำหรับการเปรียบเทียบทางวิศวกรรม การสูญเสียมวลนี้จะถูกแปลงเป็นการสูญเสียปริมาตรโดยใช้ความหนาแน่นของวัสดุ จากนั้นการสูญเสียปริมาตรจะถูกหารด้วยพื้นที่ผิวที่สัมผัสเพื่อหาความลึกเฉลี่ยของการกัดเซาะ จากเส้นโค้งความลึกการกัดเซาะ นักวิจัยสามารถคำนวณพารามิเตอร์การกัดเซาะที่เป็นลักษณะเฉพาะ เช่น อัตราการกัดเซาะสูงสุด อัตราการกัดเซาะปลายสุด และความลึกเฉลี่ยของการกัดเซาะ Hielscher ยังระบุด้วยว่าการกัดเซาะสามารถรายงานเป็นมวล ปริมาตร หรือความลึกของการแทรกซึมต่อเวลา หรือต่อพลังงานอัลตราโซนิกที่ส่งมอบ ขึ้นอยู่กับโปรโตคอลที่เลือกใช้
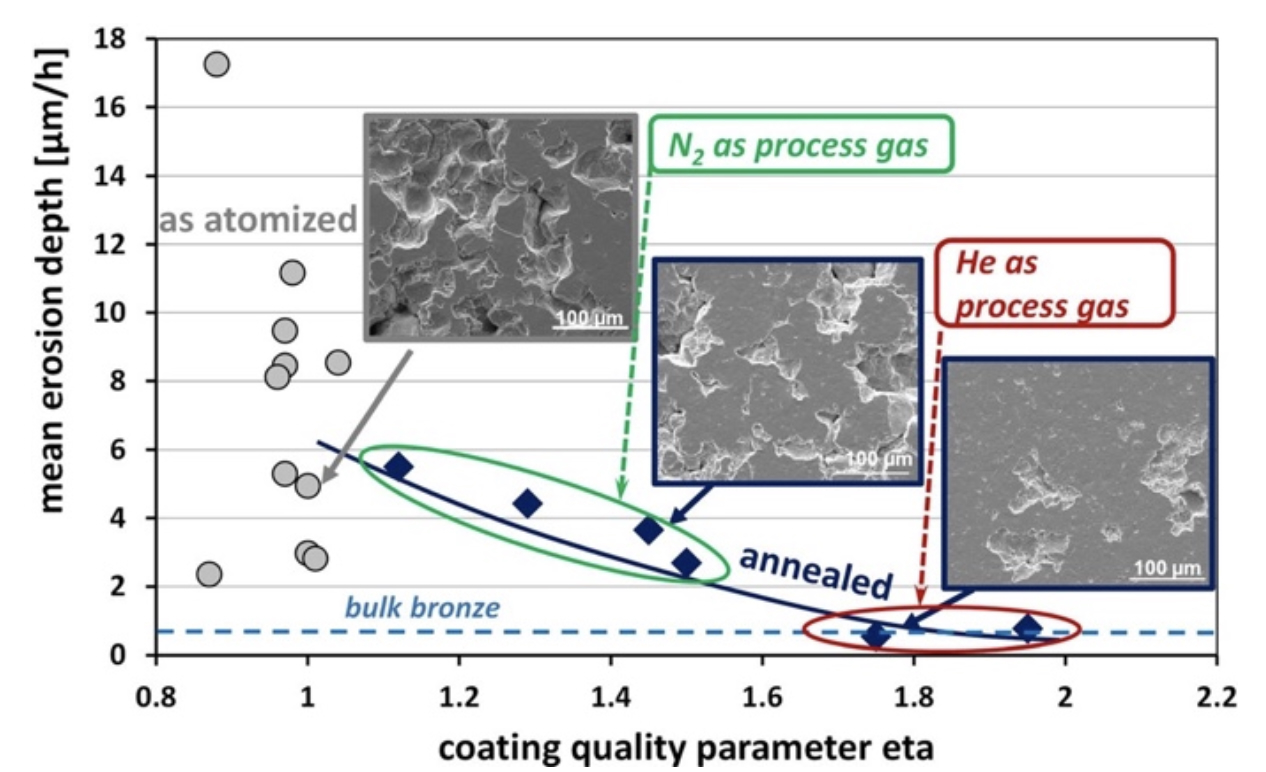
ความลึกของการกัดกร่อนเฉลี่ยเป็นฟังก์ชันของพารามิเตอร์คุณภาพการเคลือบที่ปรับแล้ว n การอบผงและการลดความแข็งแรงของผงทำให้สามารถบรรลุคุณภาพการเคลือบที่สูงได้ อินเสิร์ตแสดงถึงความเสียหายของพื้นผิวที่ได้หลังจากเวลาทดสอบการเกิดโพรงอากาศ 100 นาที
กราฟและการศึกษา: ©Hauer และคณะ, 2021.
บทเรียนสำคัญประการหนึ่งจากการศึกษาของ Hauer คือ อัตราการกัดกร่อนในช่วงแรกอาจทำให้เข้าใจผิดได้ การเคลือบผิวที่พ่นด้วยวิธีทางความร้อนและวิธีทางจลนพลศาสตร์มักแสดงการสูญเสียวัสดุเริ่มต้นในอัตราสูง ตามด้วยอัตราการกัดกร่อนที่ต่ำกว่าและเสถียรมากขึ้น ด้วยเหตุนี้ Hauer และคณะจึงใช้อัตราการกัดกร่อนขั้นสุดท้ายเป็นตัวบ่งชี้ที่แทนประสิทธิภาพการเคลือบในระยะยาวได้ดีกว่า ในการเปรียบเทียบที่ใช้เวลา 120 นาที อัตราการกัดกร่อนของปลายถูกประเมินเป็นหลักจากช่วงครึ่งหลังของการทดสอบ ซึ่งอยู่เหนือ 60 นาที เพื่อจับพฤติกรรมที่เสถียรได้ดีขึ้น
ผลการทดสอบแสดงให้เห็นว่าทำไมอุปกรณ์ควบคุมการเกิดโพรงอากาศแบบสั่นสะเทือนจึงมีคุณค่า นิกเกิลอะลูมิเนียมบรอนซ์หล่อมีอัตราการกัดกร่อนขั้นสุดท้ายประมาณ 0.40 ไมโครเมตร/ชั่วโมง บรอนซ์ที่พ่นด้วยความร้อนแบบปรับให้เหมาะสมมีอัตราการกัดกร่อน 0.57 ไมโครเมตร/ชั่วโมง ซึ่งใกล้เคียงกับค่าอ้างอิงของบรอนซ์หล่อ การเคลือบผิวด้วยวิธีอาร์คสเปรย์ที่ได้รับการปรับให้เหมาะสมบนเหล็กสำหรับการต่อเรือสามารถทำได้ประมาณ 1.02 ไมโครเมตรต่อชั่วโมง ในขณะที่การเคลือบผิวด้วยวิธี HVOF ที่ได้รับการปรับให้เหมาะสมสามารถทำได้ประมาณ 1.74 ไมโครเมตรต่อชั่วโมง แม้ว่าสารเคลือบเหล่านี้จะไม่ตรงกับทองสัมฤทธิ์ของใบพัดที่หล่อขึ้นอย่างสมบูรณ์ แต่พวกมันก็มีประสิทธิภาพเหนือกว่าเหล็กที่ใช้ในการต่อเรืออย่างมาก การศึกษาพบว่าสารเคลือบที่พ่นด้วยอาร์คและพ่นด้วย HVOF มีความต้านทานการกัดเซาะจากฟองอากาศประมาณ 26 เท่าและ 16 เท่าตามลำดับ เมื่อเทียบกับเหล็ก VL-A

เคล็ดลับที่เปลี่ยนได้สําหรับ ASTM G32 – การทดสอบการกัดเซาะโพรงอากาศ
ใช้เครื่องโซนิเคเตอร์เป็นอุปกรณ์สั่นสะเทือนสำหรับการทดสอบการกัดกร่อนแบบคาวิเทชันของคุณ
 ข้อสรุปในทางปฏิบัติคือการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศด้วยเครื่องโซนิเคเตอร์ UIP1000hdT สามารถทำได้มากกว่าการจัดอันดับวัสดุ มันเผยให้เห็นว่ากระบวนการเคลือบ, โครงสร้างจุลภาค, ปริมาณออกไซด์, ความพรุน, การยึดติดของพื้นผิว, และการบำบัดหลังการมีผลต่อพฤติกรรมการกัดกร่อนจริงอย่างไร Hauer และคณะ สรุปว่า HVOF และการพ่นด้วยอาร์คสามารถให้สมรรถนะที่คุ้มค่าสำหรับการปรับปรุงพื้นผิวหางเสือเหล็ก ในขณะที่การพ่นเย็นและการพ่นอุ่นเป็นที่นิยมเมื่อต้องการความต้านทานการเกิดโพรงอากาศใกล้เคียงกับนิกเกิลอะลูมิเนียมบรอนซ์แบบก้อน
ข้อสรุปในทางปฏิบัติคือการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศด้วยเครื่องโซนิเคเตอร์ UIP1000hdT สามารถทำได้มากกว่าการจัดอันดับวัสดุ มันเผยให้เห็นว่ากระบวนการเคลือบ, โครงสร้างจุลภาค, ปริมาณออกไซด์, ความพรุน, การยึดติดของพื้นผิว, และการบำบัดหลังการมีผลต่อพฤติกรรมการกัดกร่อนจริงอย่างไร Hauer และคณะ สรุปว่า HVOF และการพ่นด้วยอาร์คสามารถให้สมรรถนะที่คุ้มค่าสำหรับการปรับปรุงพื้นผิวหางเสือเหล็ก ในขณะที่การพ่นเย็นและการพ่นอุ่นเป็นที่นิยมเมื่อต้องการความต้านทานการเกิดโพรงอากาศใกล้เคียงกับนิกเกิลอะลูมิเนียมบรอนซ์แบบก้อน
สำหรับห้องปฏิบัติการและนักพัฒนาเคลือบผิว กุญแจสำคัญในการได้ผลลัพธ์ที่ซ้ำได้คือการควบคุมพารามิเตอร์การทดสอบอย่างเข้มงวด: ความกว้างของโซโนโทรด, ความถี่, ระยะห่างระหว่างโซโนโทรดกับตัวอย่าง, อุณหภูมิของของเหลว, สารเคมีของของเหลว, การเตรียมตัวอย่าง, ช่วงเวลาการชั่งน้ำหนัก, และการคำนวณอัตราการกัดกร่อน เมื่อกำหนดเงื่อนไขเหล่านี้แล้ว Hielscher UIP1000hdT จึงเป็นวิธีปฏิบัติได้จริงและสามารถทำซ้ำได้ในการแปลงการเกิดคาวิเทชันด้วยคลื่นเสียงความถี่สูงให้เป็นข้อมูลประสิทธิภาพการเคลือบเชิงปริมาณ

แผ่นงานตัวอย่างสําหรับการทดสอบการกัดเซาะของโพรงอากาศ
คุณสามารถหาคำแนะนำสำหรับการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศได้ที่นี่!
การตั้งค่าการทดสอบการกัดกร่อนจากการเกิดโพรงอากาศตามมาตรฐาน ASTM G32
เครื่องโซนิเคเตอร์รุ่น UIP500hdT, UIP1000hdT, UIP15000hdT และ UIP2000hdT เหมาะสำหรับการทดสอบตามมาตรฐาน ASTM G32 เราสามารถจัดหาเครื่องแต่ละรุ่นเหล่านี้พร้อมด้วย โปรโตคอลการวัดแอมพลิจูด ของแอมพลิจูดเชิงกลที่ปลายโซโนโทรด เราแนะนำให้ใช้หนึ่งในอุปกรณ์เหล่านี้ร่วมกับโซโนโทรด BS4d22 (เส้นผ่านศูนย์กลาง 22 มม.) และขาตั้ง ST2
| เครื่องสะท้อนเสียง | อัลตราซาวด์ พาวเวอร์ | ความถี่ |
|---|---|---|
| UIP500hdT | 500 วัตต์ | 20 กิโลเฮิร์ตซ์ |
| ยูไอพี 1000hdT | หนึ่งพันวัตต์ | 20 กิโลเฮิร์ตซ์ |
| UIP1500hdT | 1500 วัตต์ | 20 กิโลเฮิร์ตซ์ |
| UIP2000hdt | 2000 วัตต์ | 20 กิโลเฮิร์ตซ์ |

ASTM G32 -16 15.9mm Sonotrode พร้อมปลายที่เปลี่ยนได้
การออกแบบ การผลิต และการให้คําปรึกษา – คุณภาพ ผลิตในประเทศเยอรมนี
เครื่องอัลตราโซนิก Hielscher เป็นที่รู้จักกันดีในด้านคุณภาพและมาตรฐานการออกแบบสูงสุด ความทนทานและใช้งานง่ายช่วยให้สามารถรวมเครื่องอัลตราโซนิกของเราเข้ากับโรงงานอุตสาหกรรมได้อย่างราบรื่น สภาพที่ขรุขระและสภาพแวดล้อมที่ต้องการสามารถจัดการได้ง่ายโดยเครื่องอัลตราโซนิกของ Hielscher
Hielscher Ultrasonics เป็น บริษัท ที่ได้รับการรับรองมาตรฐาน ISO และให้ความสําคัญเป็นพิเศษกับเครื่องอัลตราโซนิกประสิทธิภาพสูงที่มีเทคโนโลยีล้ําสมัยและเป็นมิตรกับผู้ใช้ แน่นอนว่าเครื่องอัลตราโซนิกของ Hielscher เป็นไปตามมาตรฐาน CE และตรงตามข้อกําหนดของ UL, CSA และ RoHs

การกัดเซาะโพรงอากาศบนพื้นผิวไทเทเนียม
คําถามที่พบบ่อย
ASTM G32-16 คืออะไร?
ASTM G32-16 เป็นมาตรฐานวิธีการทดสอบของ ASTM International สำหรับการวัดการกัดกร่อนจากการเกิดโพรงอากาศโดยใช้เครื่องมือสั่นสะเทือน ในการศึกษาที่อ้างถึง ได้มีการนำไปใช้ในรูปแบบทางอ้อมร่วมกับโซโนโทรดความถี่ 20 กิโลเฮิรตซ์ ความสูงของคลื่นสูงสุดต่อสูงสุด 50 ไมโครเมตร และระยะห่างระหว่างตัวอย่างกับโซโนโทรด 0.5 มิลลิเมตร
อะไรคือการเคลือบสีทองแดง?
การเคลือบผิวด้วยบรอนซ์เป็นชั้นผิวโลหะผสมที่มีพื้นฐานจากทองแดง เช่น บรอนซ์นิกเกิลอะลูมิเนียมหรือบรอนซ์แมงกานีสอะลูมิเนียม ซึ่งถูกนำไปเคลือบบนวัสดุฐานโดยกระบวนการต่าง ๆ เช่น การพ่นเย็น การพ่นอุ่น การพ่นด้วย HVOF หรือการพ่นด้วยอาร์ก การเคลือบนี้ใช้เพื่อเพิ่มความต้านทานต่อการสึกหรอ การกัดกร่อน และการกัดเซาะจากโพรงอากาศ โดยเฉพาะอย่างยิ่งกับชิ้นส่วนที่ใช้ในทางทะเล
การทดสอบการกัดกร่อนจากการเกิดโพรงอากาศใช้เพื่ออะไร?
การทดสอบการกัดกร่อนจากการเกิดโพรงอากาศ (Cavitation erosion testing) ใช้เพื่อวัดปริมาณความต้านทานของวัสดุหรือสารเคลือบต่อความเสียหายที่เกิดจากการยุบตัวของฟองอากาศจากการเกิดโพรงอากาศ การทดสอบนี้วัดการสูญเสียของวัสดุตามระยะเวลา แปลงค่าดังกล่าวเป็นความลึกของการกัดกร่อน และประเมินพารามิเตอร์ต่าง ๆ เช่น อัตราการกัดกร่อนสูงสุด และอัตราการกัดกร่อนปลายสุด เพื่อเปรียบเทียบวัสดุและเลือกกระบวนการที่เหมาะสม
วรรณกรรม / อ้างอิง
- Hielscher Cavitation Erosion Test Protocol – ASTM G32
- Hauer, Michél; Gärtner, Frank; Krebs, Sebastian; Klassen, Thomas; Watanabe, Makoto; Kuroda, Seiji; Krömmer, Werner; Henkel, Knuth-Michael (2021): Process Selection for the Fabrication of Cavitation Erosion-Resistant Bronze Coatings by Thermal and Kinetic Spraying in Maritime Applications. Journal of Thermal Spray Technology 30, 2021.
- Bolewski, Łukasz; Szkodo, Marek; Kmieć, Mateusz (2017): Cavitation erosion degradation of Belzona® coatings. Advances in Materials Science. 17, 2017.
- Kmieć, Mateusz; Karpiński, Bartłomiej; Szkodo, Marek (2016): Cavitation Erosion of P110 Steel in Different Drilling Muds. Advances in Materials Science. 16, 2016.
- Müller, Saskia; Fischper, Maurice; Mottyll, Stephan; Skoda, Romuald; Hussong, Jeanette (2014): Analysis of the cavitating flow induced by an ultrasonic horn – Experimental investigation on the influence of actuation phase, amplitude and geometrical boundary conditions. EPJ Web of Conferences 67, 2014.
- ประสิทธิภาพสูง
- เทคโนโลยีล้ําสมัย
- ความน่าเชื่อถือ & กําลังกาย
- การควบคุมกระบวนการที่ปรับได้และแม่นยํา
- ชุด & แบบ อิน ไลน์
- สําหรับทุกโวลุ่ม
- ซอฟต์แวร์อัจฉริยะ
- คุณสมบัติอัจฉริยะ (เช่น โปรแกรมได้, บันทึกข้อมูล, ควบคุมระยะไกล)
- ใช้งานง่ายและปลอดภัย
- การบํารุงรักษาต่ํา
- CIP (ทําความสะอาดในสถานที่)
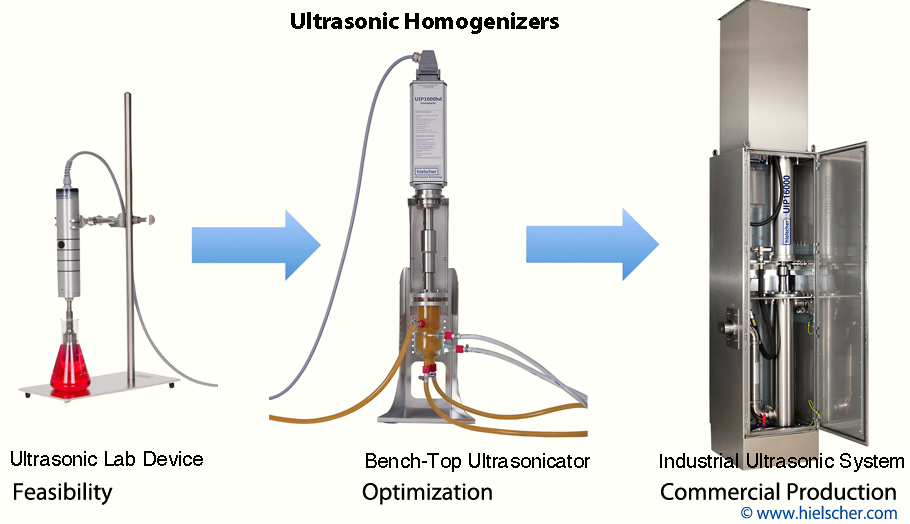
Hielscher Ultrasonics ผลิตโฮโมจีไนเซอร์อัลตราโซนิกประสิทธิภาพสูงจาก ห้องทดลอง ถึง ขนาดอุตสาหกรรม